



【摘要】:焊前预热的目的是减缓接头在焊接加热时温度梯度及冷却速度,适当延长在800~500℃区间的冷却时间,改善焊缝金属和热影响区的显微组织,从而减少和避免产生淬硬组织,有利于氢的逸出并可防止冷裂纹的产生。采用局部预热时,应防止局部应力过大。预热后的工件在整个焊接过程中应不低于预热温度,层间温度不低于规定预热温度下限,巨不高于400℃。表9-10为常用钢号推荐的预热温度。
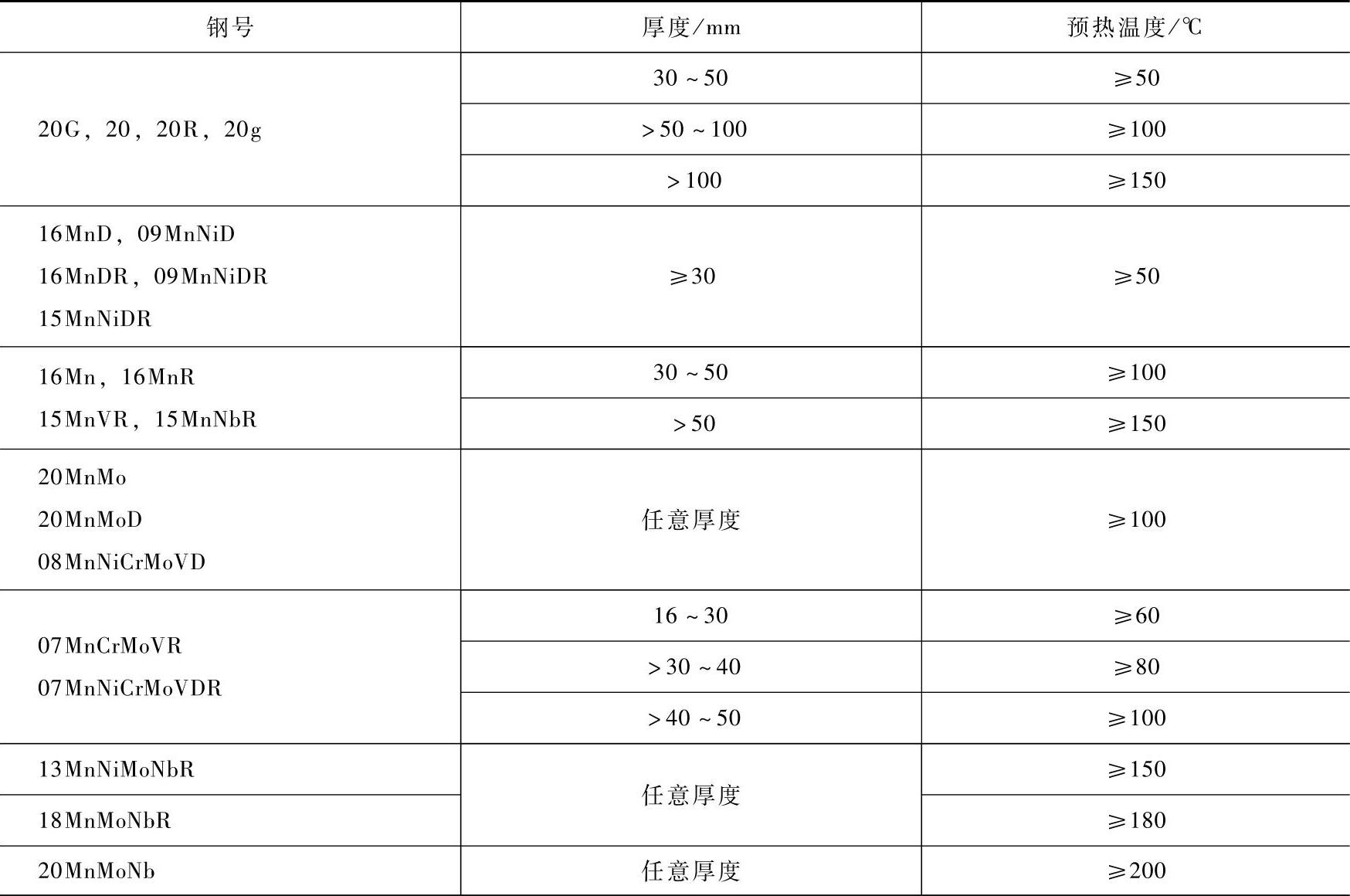
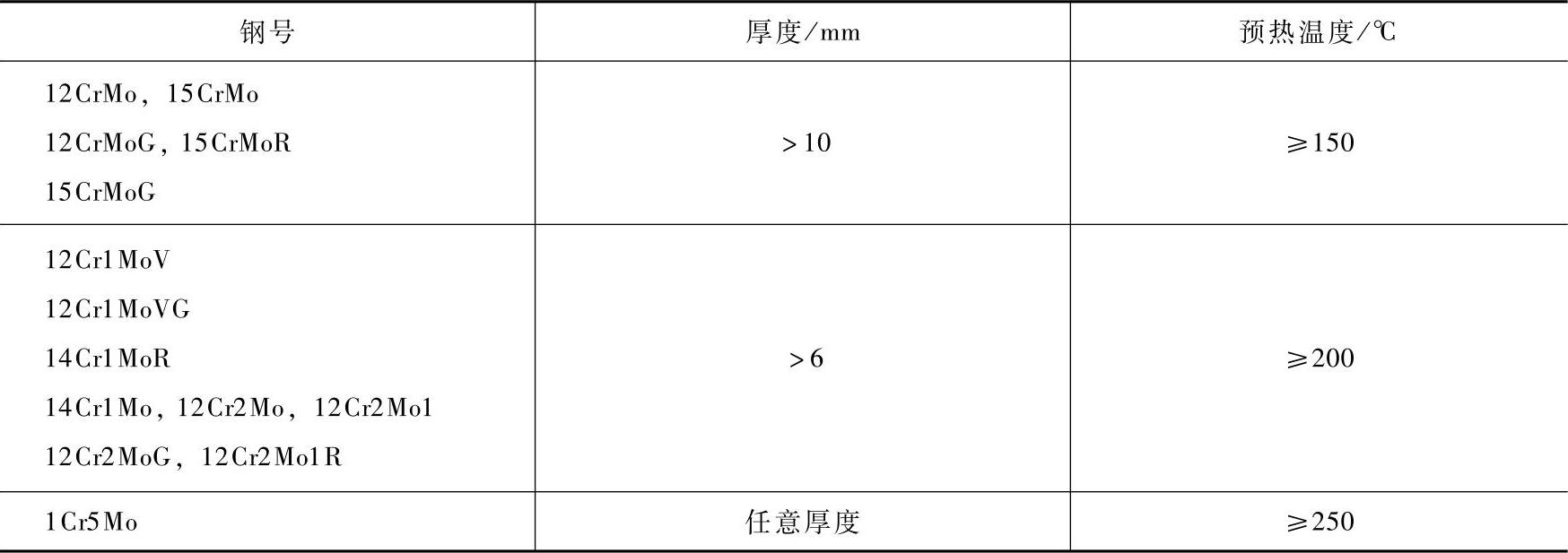
焊前预热的目的是减缓接头在焊接加热时温度梯度及冷却速度,适当延长在800~500℃区间的冷却时间,改善焊缝金属和热影响区的显微组织,从而减少和避免产生淬硬组织,有利于氢的逸出并可防止冷裂纹的产生。根据不产生裂纹的最低预热温度建立了一些确定预热温度的计算公式,在局部预热条件下(气体火焰喷嘴、多喷嘴、电加热等)许多资料给出了根据板厚和材料裂纹敏感指数Pw确定预热温度的方法。但这些公式和图线都有其应用范围,使用时应予以注意。实际上,除依据母材成分、焊接性、板厚考虑预热外,焊接接头的拘束度、焊接方法和焊接环境等都应综合考虑,必要时通过试验决定。不同钢号(或不同工件如管座与主管、非承压件与承压件)相焊时,按预热温度要求较高的钢号与工件选取。采用局部预热时,应防止局部应力过大。预热范围为焊缝两侧各不小于工件厚度的3偌,巨不小于100mm,较厚工件(如大于35mm)的焊接接头预热时的升温速度应符合热处理升温规定。预热后的工件在整个焊接过程中应不低于预热温度,层间温度不低于规定预热温度下限,巨不高于400℃。当用热加工方法下料、开坡口、清根、开槽或施焊临时焊缝时,也需考虑预热要求。表9-10为常用钢号推荐的预热温度。
表9-10 常用钢号推荐的预热温度
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。