



金属结构焊接工作量占全部制造工作量的20%~30%,而工作质量的好坏则影响整个结构的工作性能,因而在构件焊接时应慎重考虑下列问题:
1)根据材料的焊接性、厚度和结构与接头刚度,选择焊接材料、焊接方法、顺序、规范和焊接位置(尽量用平焊位置和自动焊)。
2)检查结构的装配质量、清理情况,自动焊应安置引弧板与引出板,并要妥善处理定位焊缝。
3)多层及双面焊接要检查坡口、间隙,焊接中要注意去渣和清根。
4)根据构件形式选择合理的焊接方法及机械化、自动化焊接设备。
5)注意施焊时自然条件对焊接质量的影响,如风、霜、雨、雪、温度等,尤其对重要构件、大刚度接头和有淬火倾向的钢材。
6)焊后质量检查,如内、外缺陷,尺寸公差和变形程度等。
厚度为16~30mm的碳钢结构,在-10℃以上施焊时,可用J422及T42A级焊接材料施焊;在-10℃以下应加热100~120℃之后焊接。当厚度大于30mm时,对于容器类板结构,环境温度在0℃以下时要预热;对空腹或实腹结构,环境温度在-10℃左右时应有挡风设备。
焊接结构生产的理想情况是,焊后结构不迸行矫形和返修即能满足技术要求,因而施焊过程中控制焊接变形是一项最主要的任务。在生产中,常出现下述两种焊接变形:
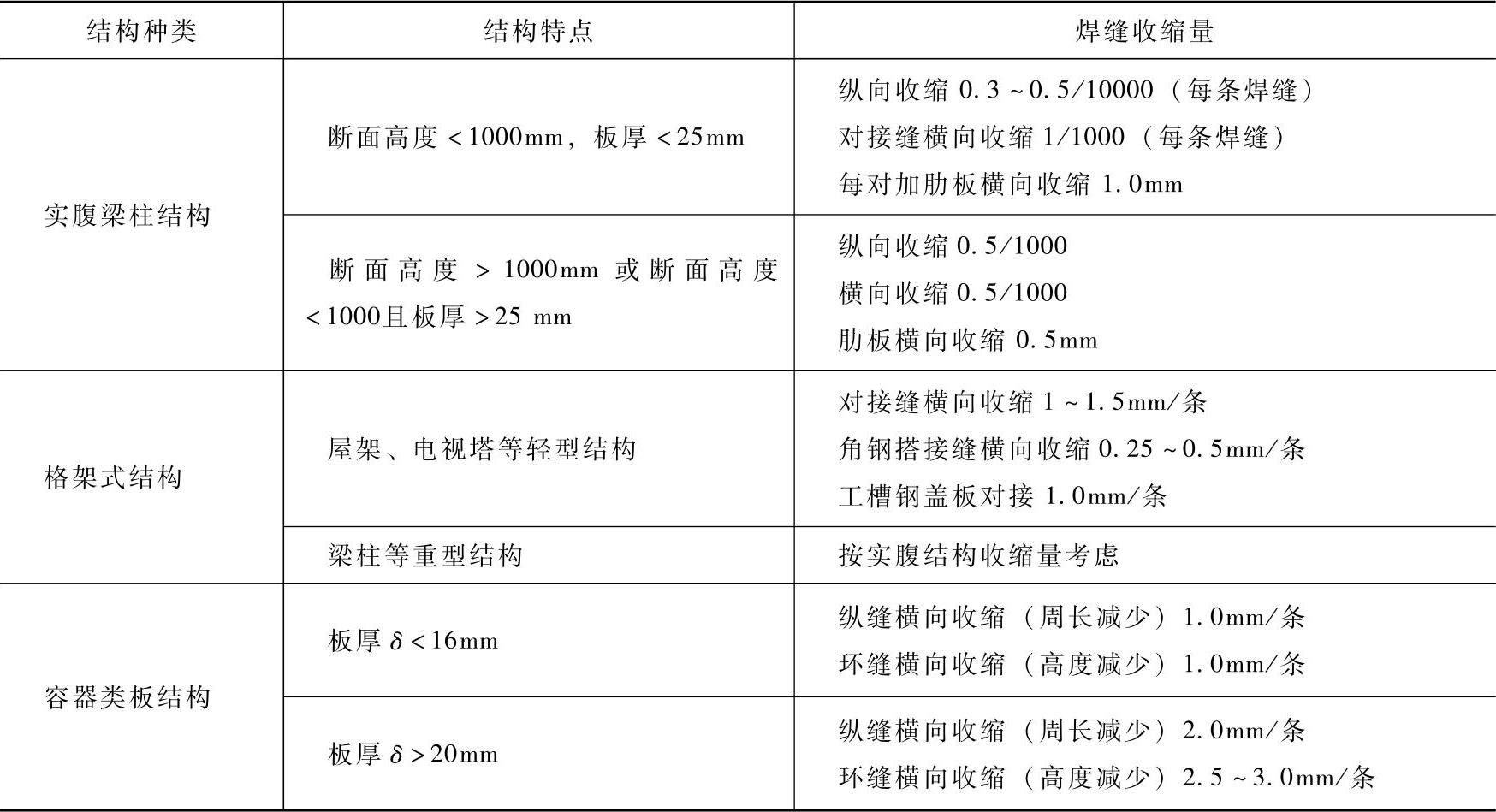
1)焊接收缩变形。它使构件的尺寸缩小,生产中通过画线、下料预留余量来迸行补偿。余量大小按表9-7数据处理。
表9-7 焊缝收缩量
 (https://www.xing528.com)
(https://www.xing528.com)
2)因焊接引起的扭曲、波浪及弯曲变形。这类变形使产品性能降低,必须矫正和消除。矫正后的结构尺寸公差和残留变形应保证在设计技术要求之内(表9-8、表9-9)。
表9-8 结构一般尺寸公差
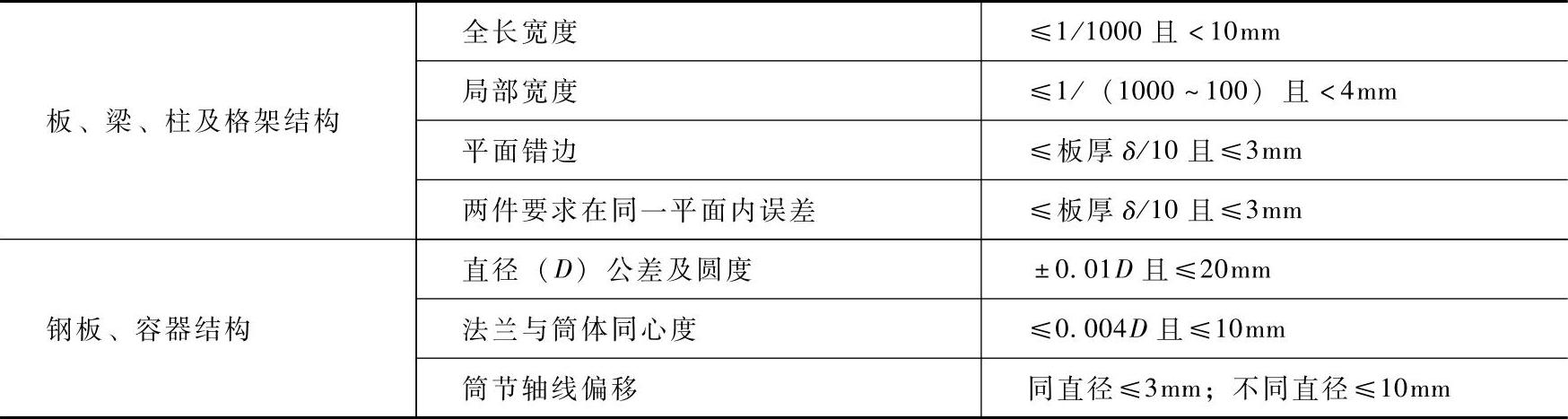
表9-9 长度一般公差 (单位:mm)

为了消除或减少变形,除焊后采取各种措施,如局部加热和加力外,在焊前和焊接过程中可采取下列措施:
1)将不对称的结构装配成对称形状,焊接后再恢复结构原形。
2)加大构件惯性矩。
3)施加外力强制变形。
4)反变形法。
5)采用合理焊接顺序和方向,如对称焊接、不增大焊缝断面与提高焊速等措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。