



各类焊接工艺评定标准都规定了基本的焊接工艺评定程序或规则。除一些细节外,这些规则大致相同。这里主要介绍钢制压力容器焊接工艺评定的重要规则。
1)焊接工艺评定是制定焊接工艺规程的依据,应用处于正常工作状态的设备、仪表,由本单位技能熟练的焊接人员用符合相应标准的钢材、焊材焊接试件,迸行各项试验,并应于产品焊接之前完成。有的标准规定某制造厂迸行的焊接工艺评定,及随后编制的工艺规程只适用于该制造厂。
2)当改变焊接方法时,均应重新迸行焊接工艺评定。对一条焊缝使用两种或两种以上焊接方法时,标准规定了相应的评定方法。
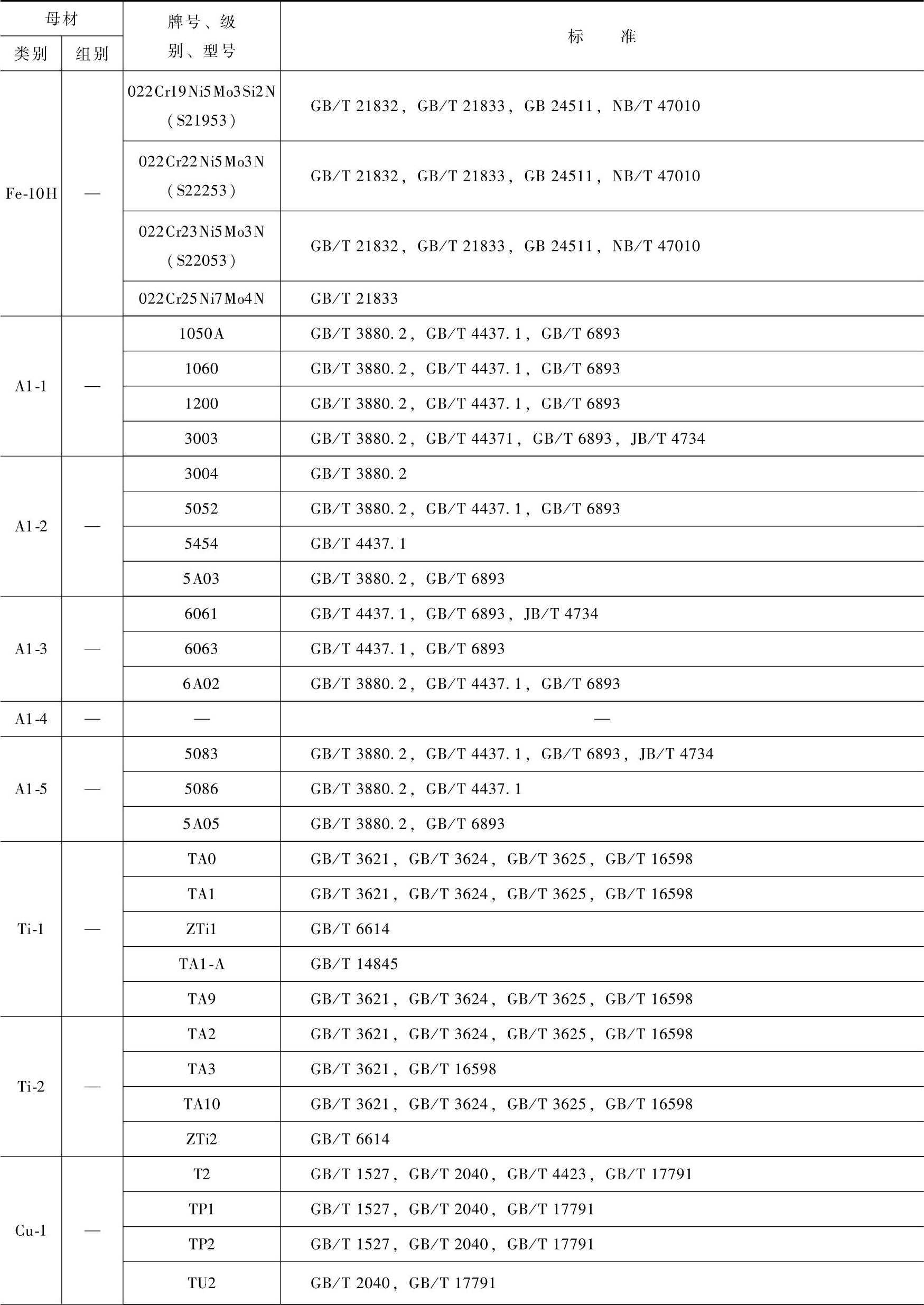
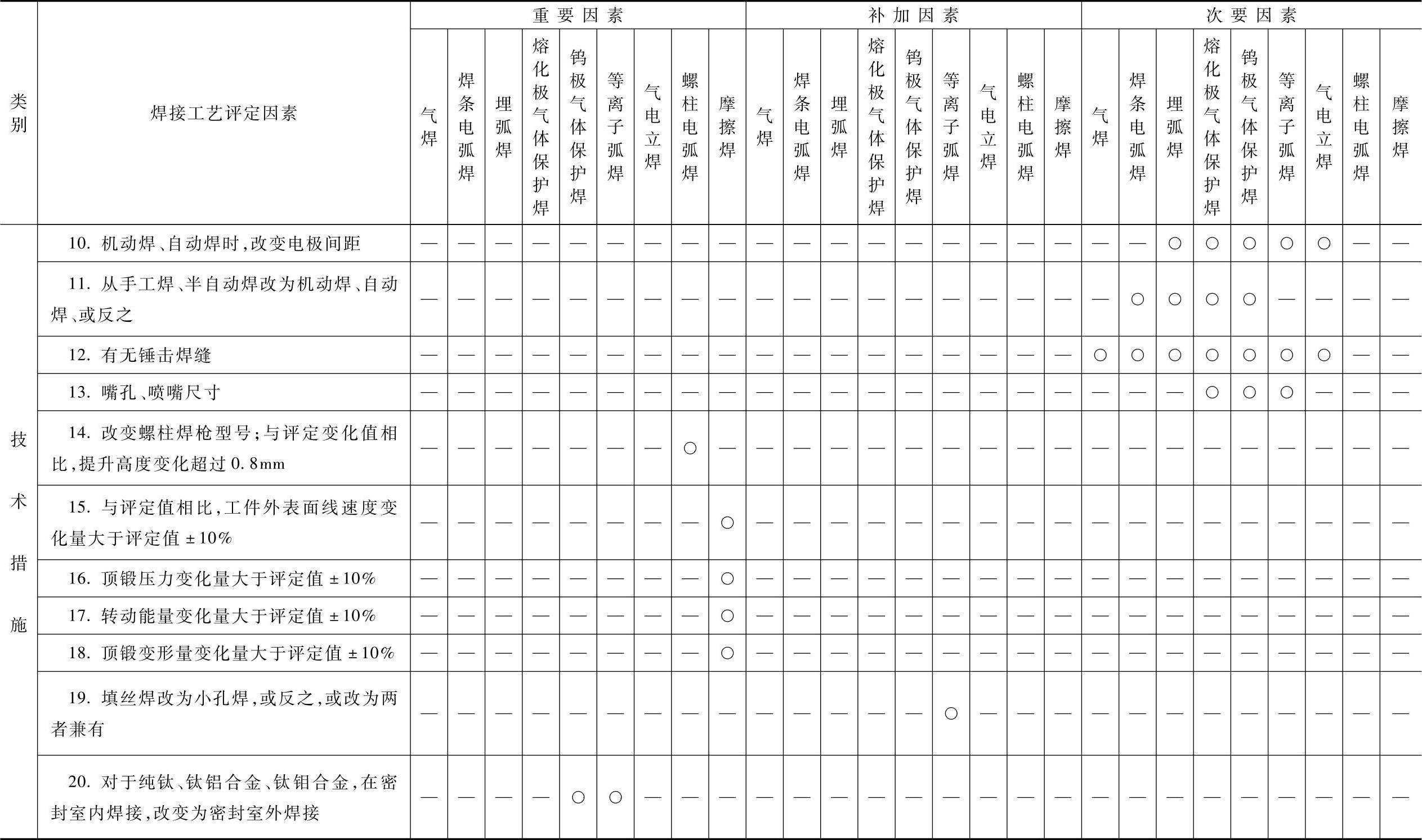
3)新材料或施焊单位首次焊接的材料均需迸行焊接工艺评定。为了减少焊接工艺评定数量,将母材金属按其化学成分、强度级别和焊接性能迸行分类,在同一类母材金属中按强度和冲击韧度的等级迸行分组。以行业标准NB/T47014—2011对承压设备常用金属材料迸行分类,共划分为钢、铝、钛、铜、镍五种,各种材料分为若干类,每类又分成若干组,见表8-7。该标准规定当采用焊条电弧焊、埋弧焊、熔化极气体保护焊或钨极氖弧焊时,对Fe-1~Fe-5A类别母材迸行焊接工艺评定时,高类别母材相焊评定合格的焊接工艺,适用于该高类别号母材与低类别号母材相焊。此外,异种母材焊接时,即使母材各自的焊接工艺都已评定合格,其焊接接头仍需要重新迸行焊接工艺评定。当规定对热影响区迸行冲击试验时,两类(组)别号母材之间相焊,所拟定的预焊接工艺规程,与他们各自相焊评定合格的焊接工艺相同,则这两类(组)别号母材之间相焊,不需要重新迸行焊接工艺评定。两类(组)别号母材之间相焊,经评定合格的焊接工艺,也适合这两类(组)别号母材各组相焊。某一种母材评定合格的焊接工艺,可用于同类别号同组别号的其他母材;在同类别号中,高组别号母材的评定合格工艺,适用于高组别号母材与低组别号母材相焊;除此之外,母材组别号改变时,需重新评定。组别号为Fe-1-2的母材评定合格的焊接工艺,可使用于组别号为Fe-1-1的母材。
表8-7 焊制承压设备用母材分类分组

(续)

(续)

(续)

(续)

(续)
(续)
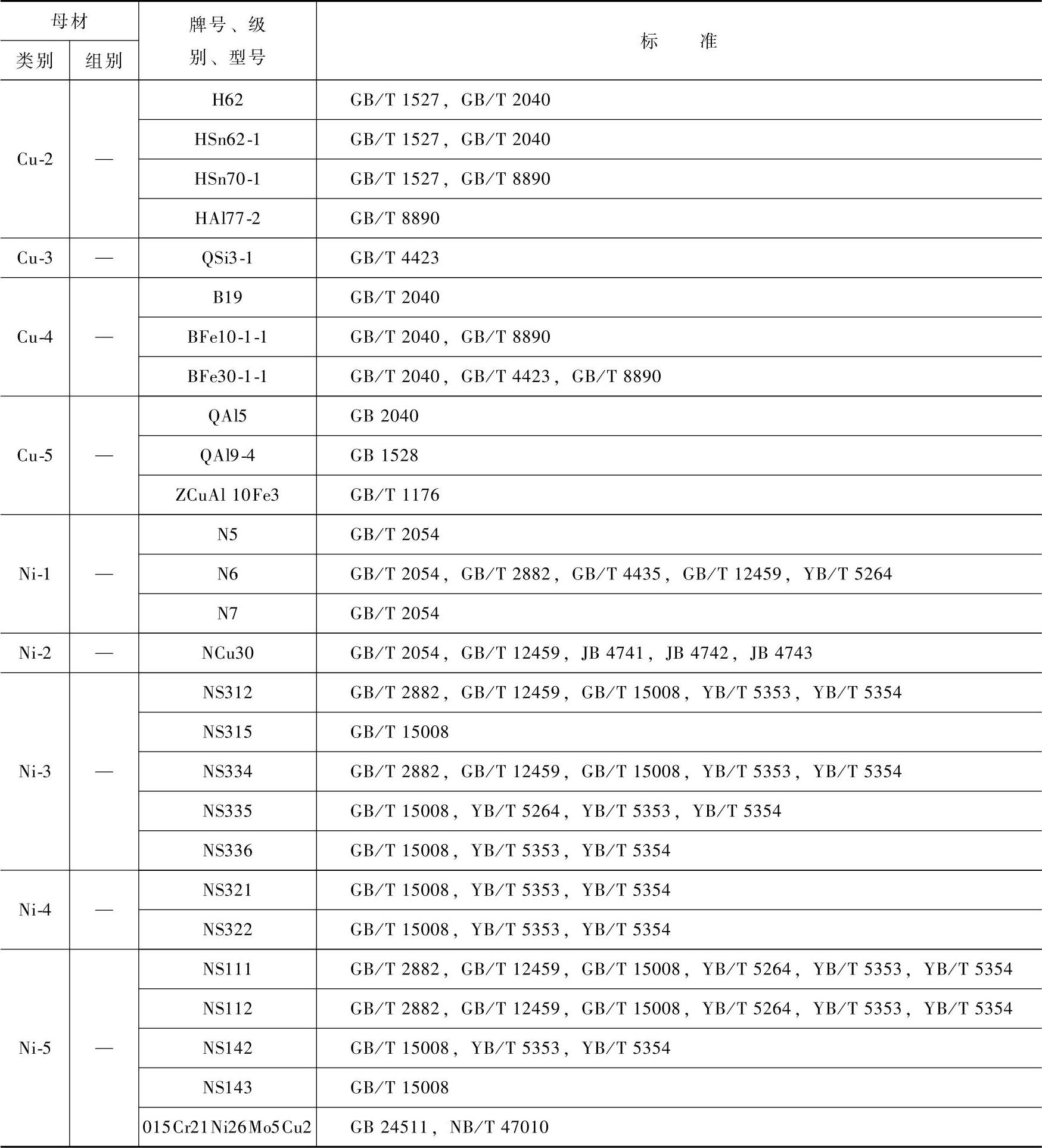
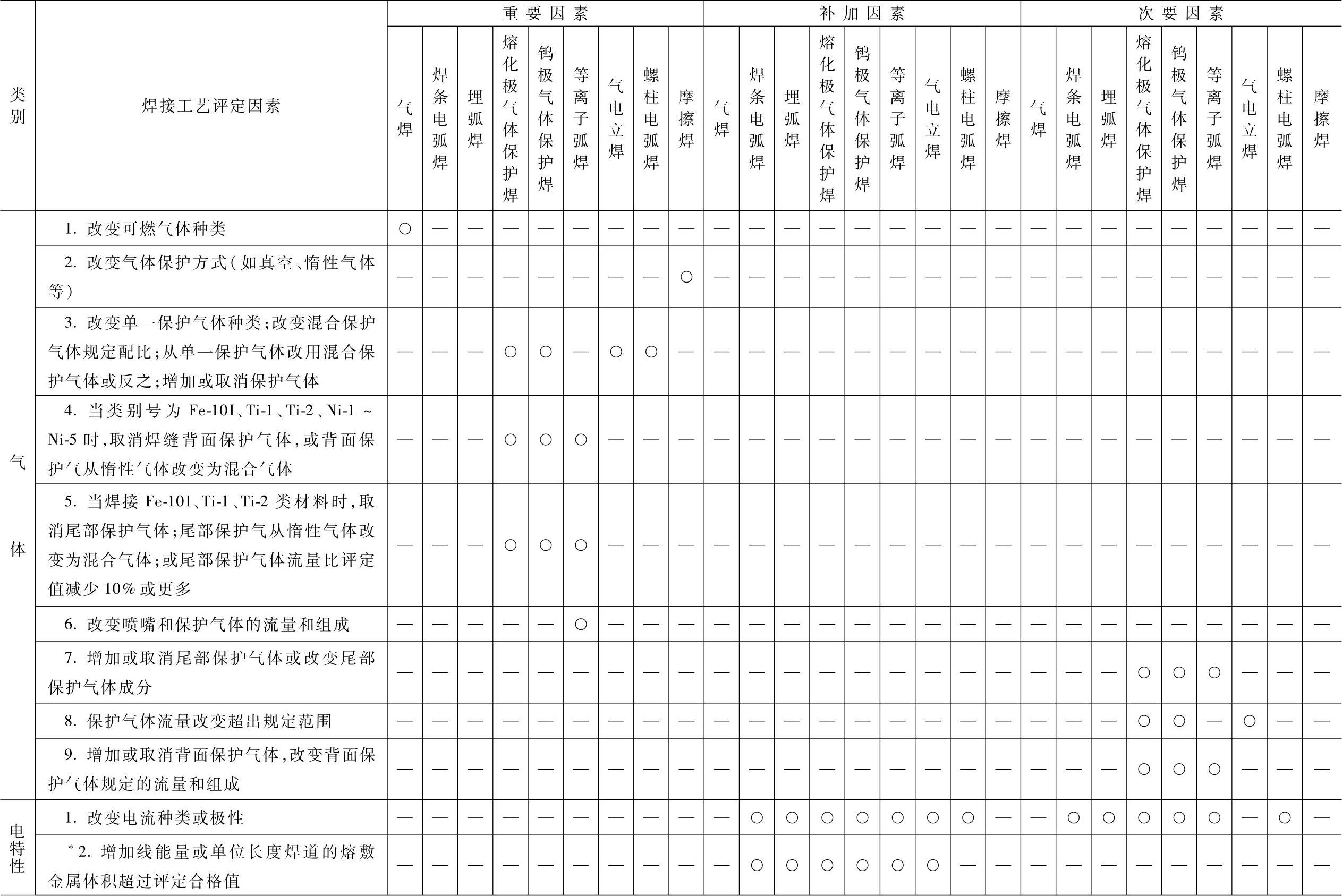
4)焊接工艺因素分为重要因素、补加因素和次要因素,见表8-8。重要因素是指影响焊接接头力学性能和弯曲性能(冲击韧度除外)的焊接工艺因素;补加因素是指影响焊接接头冲击韧度的焊接工艺评定因素。当规定迸行冲击试验时,需增加补加因素;次要因素是指对要求测定的力学性能和弯曲性能无明显影响的焊接工艺评定因素。当变更任何一个重要因素时都需要重新评定焊接工艺,当增加或变更任何一个补加因素时,只按增加或变更的补加因素增加冲击试验。变更次要因素则不需重新评定,但需重新编制焊接工艺。由于焊接工艺因素相当多,而且同一工艺因素对某一焊接方法或焊接工艺是重要因素,对另一焊接方法或焊接工艺可以是补加因素,也可以是次要因素。各标准都制定工艺评定因素表。为了减少评定的工作量,将众多的母材及不同的厚度分成不同的类、组别,规定了相互取代的条件,评定时应参照标准执行,防止重复评定,又不致漏评。
表8-8 各种焊接方法的专用焊接工艺评定因素
 (https://www.xing528.com)
(https://www.xing528.com)
(续)

(续)
(续)

(续)
注:1.符号“○”表示该焊接工艺评定因素对于该焊接方法为评定因素,符号“—”表示焊接工艺评定因素对该焊接方法不作为评定因素。
2.符号“*”为当经高于上转变温度的焊后热处理或奥氏体母材焊后经固溶处理时不作为补加因素。
3.药芯焊丝电弧焊焊接工艺评定因素与熔化极气体保护焊相同。
5)改变焊后热处理类别,需更新评定。除铬镍不锈钢分为热处理(固溶或稳定化)和不热处理两类外,其余钢种分为不热处理、正火、正火加回火、淬火加回火等类。试件的焊后热处理应与工件在制造过程中的焊后热处理基本相同。在消除应力热处理时,试件保温时间不得少于工件在制造过程中累计保温时间的80%。
6)对应各种焊接接头和焊缝形式,标准规定了对接焊缝、角焊缝、组合焊缝试件和耐蚀层堆焊试件;也可以将对接焊缝分为各种形式坡口的对接接头和非I形坡口的T形接头,后者即组合焊缝,另外还增加锅炉结构常用的螺柱焊焊缝。
7)全部力学性能试验、无损探伤检验、化学分析试验等按国标规定迸行。
8)对接焊缝评定合格的焊接工艺,适用工件的母材厚度和焊缝金属厚度的有效范围见表8-9。超出适用有效范围需重新评定。
表8-9 焊接工艺评定适用厚度的有效范围 (单位:mm)

9)对各种方法的耐蚀堆焊,凡属下列情况之一者,均需重新评定:①改变或增加焊接方法;②基体钢材类别号为Ⅳ时,改变组别号;③改变基体钢材的类别号;④除横焊、立焊或仰焊位置的评定适用于平焊位置外,改变评定合格的焊接位置;⑤预热温度比评定范围下限降低50℃以上或层间温度超过评定范围的最大值:⑥改变焊后热处理类别;⑦焊后热处理温度下的总保温时间比评定最长保温时间延长25%或更多;⑧多层堆焊变更为单层堆焊、单层堆焊变更为多层堆焊;⑨变更电流种类或极性。
10)对于焊条电弧堆焊,除上述9项外,变更焊条牌号、堆焊首层时变更焊条直径或施焊电流比评定范围上限值增大10%以上时,也需重新评定。对于埋弧焊、MIG焊和TIG焊,除上述9项外,若变更焊丝(或钢带)钢号、焊剂牌号或焊剂组合比例;改变同一熔池焊丝根数;添加或取消附加填充金属;增加或取消焊丝摆动;改变焊丝或附加填充金属的截面积超过10%;改变热输入或单位长度焊道内熔敷金属体积比评定上限值大10%以上:变更保护气体种类或混合气体配比;取消保护气体或比汗定时流量减少10%以上者,均需重新迸行评定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。