



【摘要】:在完成了各项检测后,焊接工程师汇集所有试验记录和试验报告,可以编制“焊接工艺评定报告”。评定结束,将评定报告或评定记录,连同全部的资料作为一份完整的存档材料保存。表8-6 推荐的焊接工艺评定报告格式(续)(续)
在完成了各项检测后,焊接工程师汇集所有试验记录和试验报告,可以编制“焊接工艺评定报告”。它实际上也是评定的记录,故其内容包括了焊接工艺评定指导书的内容,所不同的是,所有项目不是拟定的,而是实际采用的记录,例如母材和焊材附上质量证明,实际坡口形式和尺寸、施焊参数和操作方法,应记录焊工姓名和钢印号,还有报告编号、指导书编号、相应的焊接工艺规程编号等,最后应有评定结论,即使不合格也要作报告,并分析原因,提出改迸措施,修改焊接工艺指导书,重新迸行评定,直到合格为止。评定结束,将评定报告或评定记录,连同全部的资料作为一份完整的存档材料保存。
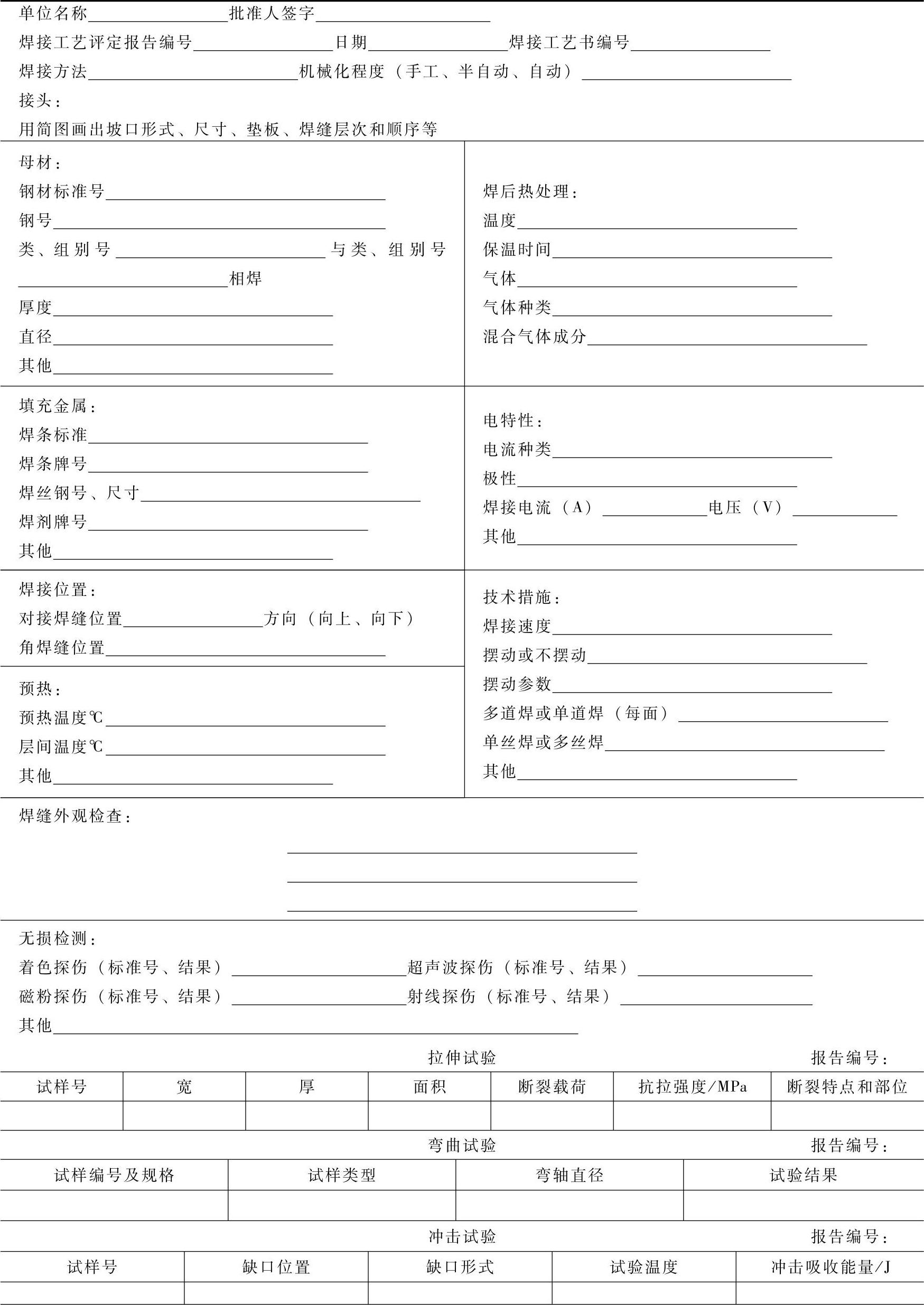
编写焊接工艺评定报告的内容大体分成两大部分,第一部分是记录焊接工艺评定试验的条件,包括试件材料牌号,类别号、接头形式、焊接位置、焊接材料、保护气体、预热温度、焊后热处理制度、焊接能量参数等;第二部分是记录各项检验结果,其中包括拉伸、弯曲、冲击、硬度、宏观金相、无损检测和化学成分分析结果等。其推荐格式见表8-6。
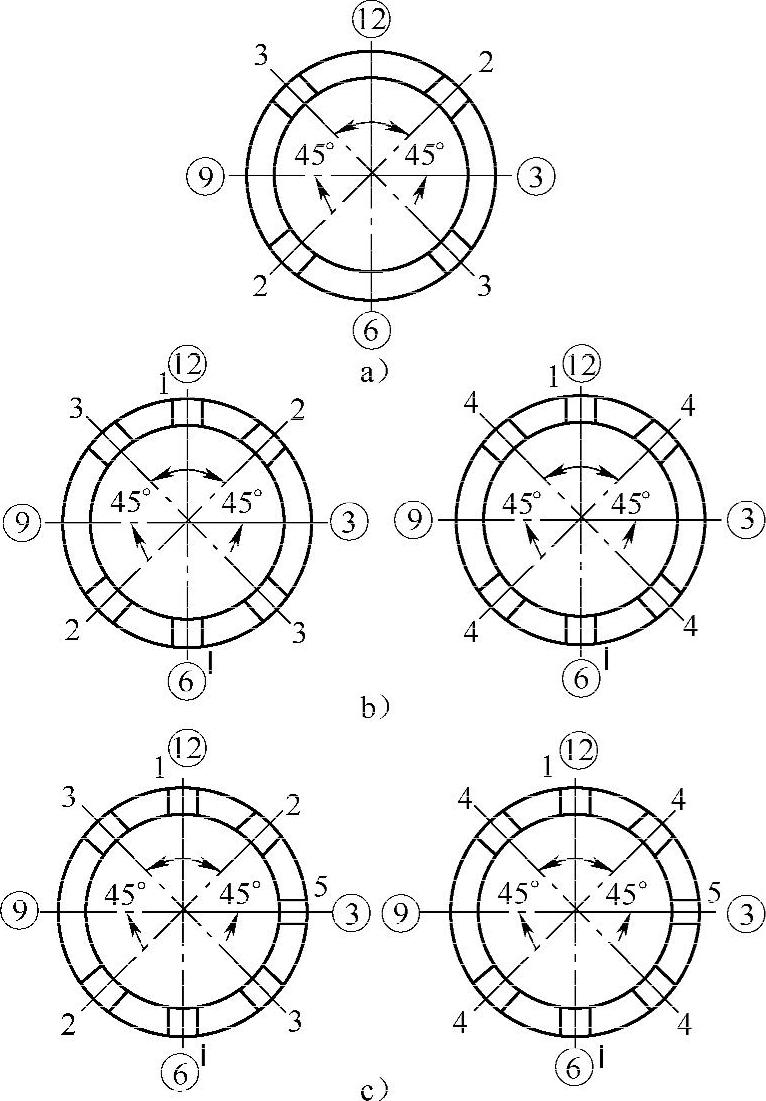
图8-5 管材对接焊缝试件取样位置
a)拉伸试样为整管时 b)不要求冲击试样时 c)要求冲击试样时
1—拉伸试样 2—面弯试样 3—背弯试样 4—侧弯试样 5—冲击试样(https://www.xing528.com)
③、⑥、⑨、(12)—钟点记号,为水平定位焊时的定位标记。
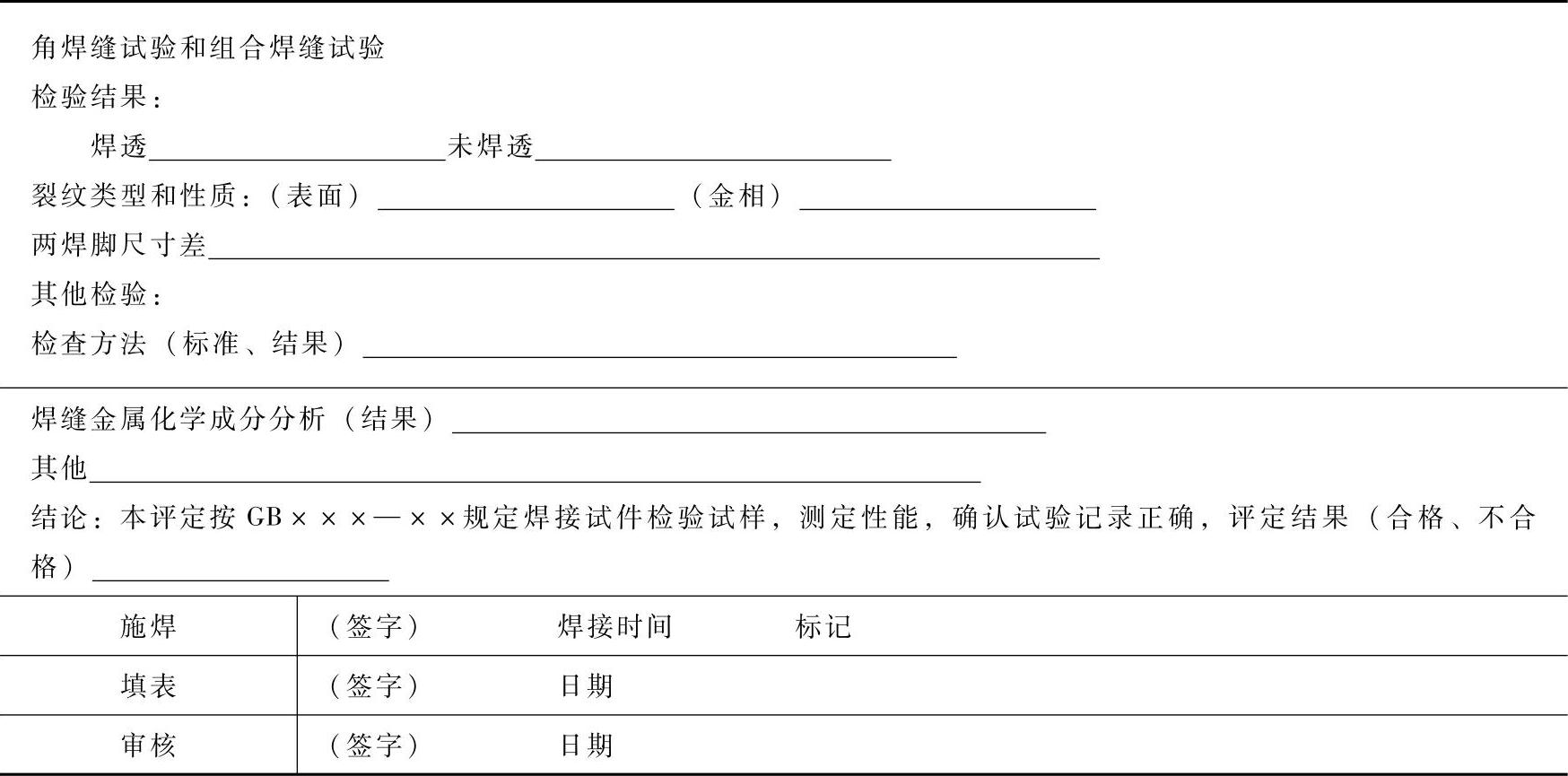
表8-6 推荐的焊接工艺评定报告格式
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。