



目前主梁制造的通行工艺是先装焊肋板与上盖板,然后装焊腹板,在焊接肋板与上盖板时将产生波浪变形,如图7-27所示。
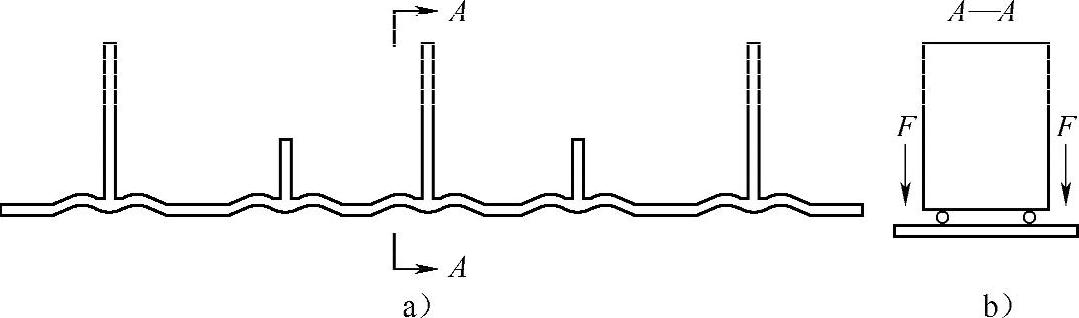
图7-27 上盖板的波浪变形
上盖板的波浪变形太大,将影响轨道及腹板的装焊,为了减小附加弯矩和挤压应力,一般规定波浪峰值不得大于3mm,这种波浪变形实质上是焊接肋板时由于角变形所引起的,与腹板失稳变形是两回事。为了控制这种变形,除适当减小焊脚尺寸、采用小规范外,焊接时可在焊接区附近将上盖板压紧在支承基准面上(图7-27b),待焊缝冷却再松去压力。一些工厂在装配肋板时,将1~1.5mm的钢丝垫于盖板与肋板之间,焊接收缩时将使肋板下沉而减小盖板的角变形,这一措施有一定效果。(https://www.xing528.com)
门形梁装焊完毕后,须将下盖板放在支承基准上与门形梁装配,之后焊接四条外部主要角焊缝。这四条焊缝承受由载荷所引起的工作应力。质量要求较高,除允许有少量分散的气孔或尺寸较小的夹渣外,对裂纹和严重未焊透必须铲根重焊。
关于焊透问题,有人认为厚板结构如果焊缝受拉应力,可计算焊缝截面而不一定焊透,如受压应力作用,两元件须紧密接触或用坡口以保证焊透而使应力传递良好;对于只能一面施焊的下盖板与腹板焊缝,则须将腹板剖出半V形坡口使之焊透。这一论述符合起重机主梁工作情况、因此主焊缝应该焊透。但也有人认为主梁上缘焊缝可不焊透,下缘焊缝受拉,要求焊透。并巨指出:下缘单面坡口的角焊缝,其未焊透允许有25%巨不大于4mm。管道(一般压力)制造方面则认为未焊透仅允许存在15%~20%,为确保起重机主梁工作性能,一般要求主梁主焊缝的焊透率应达80%~85%。
为了实现焊透,在腹板下缘开50°半V形坡口(厚度小于10mm时不开坡口),施焊时将焊头倾斜15°~25°,使最大熔深处于下盖板上,以免烧穿腹板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。