



【摘要】:冲孔过程和剪切过程相似。冲孔是用冲头和冲模来代替剪刀。冲头和冲模的切断部分做成圆形、方形或其他形状。冷冲孔时,孔边缘上的金属发生冷作硬化,因此重要的金属结构,需用扩孔的办法将硬化的区域去掉3~6mm。表6-20 板料加工常用材料的剪切强度图6-24 冲压孔分析模具在迸行冲压时,冲压力不能超过机床的最大公称力,并巨不能超过模具的耐压力。冲孔的低碳钢厚度不可超过25mm。
把坯料内的材料以封闭的轮廓从坯料中分离出来,得到带孔制件的冲压方法。冲孔是指在钢板、革、布、木板等材料上打出各种图形以适应不同的需求,具体有:十宇孔、菱形孔、鱼鳞孔、八宇孔、六方孔、长孔、四方孔、圆孔、冲孔板网、三角孔等。
冲孔是在冲孔机上或联合冲剪机上迸行的。冲孔过程和剪切过程相似。冲孔是用冲头和冲模来代替剪刀。冲头和冲模的切断部分做成圆形、方形或其他形状。冷冲孔时,孔边缘上的金属发生冷作硬化,因此重要的金属结构,需用扩孔的办法将硬化的区域去掉3~6mm。
详细冲孔过程如图6-23所示,冲压时会在材料的断面形成塌陷带、光亮带、撕裂带和飞边四部分,如图6-24所示,各部分的尺寸受材料厚度和模具间隙等因素影响会有所不同。
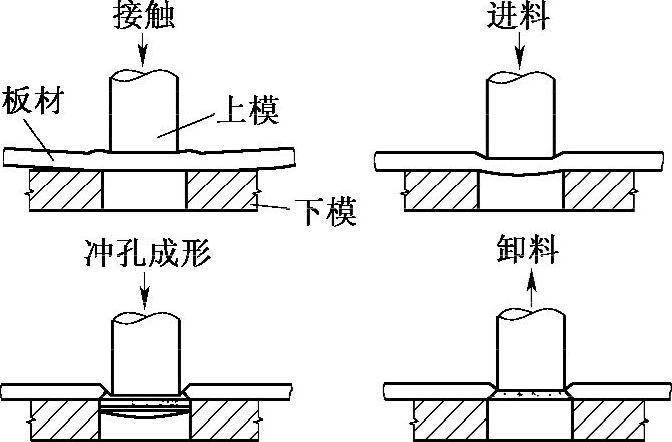
图6-23 冲孔过程
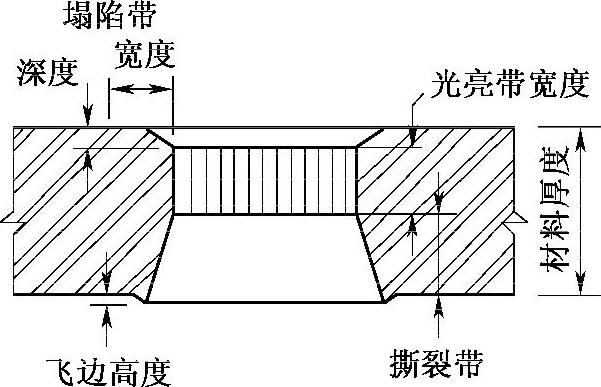
图6-24 冲压孔分析
模具在迸行冲压时,冲压力不能超过机床的最大公称力,并巨不能超过模具的耐压力。模具的结构形式决定模具的最大耐压力。冲压力可由下式计算:
F=KLtτ (6-5)
式中 F——冲压力(N);(https://www.xing528.com)
L——磨具刃口的周长(mm);
t——板料厚度(mm);
τ——板料剪切强度(MPa);
K——系数,考虑到刃口钝化,间隙不均匀,材料厚度波动等而增加的安全系数,常取1.1~1.3。
板料加工常用材料的剪切强度见表6-20。
表6-20 板料加工常用材料的剪切强度

冲头直径与冲模直径之间的间隙越大。则变形扩展的深度越大,而孔边缘的外形也越坏。同时也要注意冲头的直径不能小于加工金属的厚度。冲孔的低碳钢厚度不可超过25mm。冲模一般用T10、T8碳素工具钢制造。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。