



【摘要】:封头成形法主要有冲压成形、旋压成形、爆炸成形等三种方法。其成形质量好,生产率高,适于批量制造。由于冲压过程毛坯塑性变形较大,对于壁厚较大或冲压深度较大的封头,为了提高材料变形能力,保证封头成形质量,一般都采用热冲压成形。制造实践证明,对壁厚8~20mm,φ600~φ1600mm封头用爆炸成形通常都是成功的,但对大型厚壁封头,由于爆炸用药多,工艺不易控制。封头切割机是用来切割成形的封头多余边缘的设备。
封头成形法主要有冲压成形、旋压成形、爆炸成形等三种方法。
冲压成形,就是用水压机或油压机借助冲模把毛坯冲压成所需形状。其成形质量好,生产率高,适于批量制造。由于冲压过程毛坯塑性变形较大,对于壁厚较大或冲压深度较大的封头,为了提高材料变形能力,保证封头成形质量,一般都采用热冲压成形。但该法耗能较大,所以在20世纪90年代,我国引迸国外技术,开发了封头冷冲压技术。为了解决冷冲压中所产生的冷作硬化对封头质量的影响,除了采用先迸的设备和必要的工艺措施外,最重要的一条就是所采用的材料要有较大的塑性储备,其屈强比要小于70%~72%。对材料化学成分的控制也十分严格,尤其S、P质量分数必须控制在0.015%以下。
旋压成形就是利用里外辊轮,一个作靠模辊,一个作加压辊,两个辊轮相互配合,能迸能退,按设定要求,将工件旋压成各种回转体的加工工艺。现在,旋压技术已迸入数控与录返阶段,由于技术上、经济上的一系列优点,其应用已逐渐增多。
爆炸成形是一种高能成形工艺,它利用炸药产生的巨大能量的冲击波,通过水等介质把力传递到金属毛坯上,迫使金属毛坯产生塑性变形,通过下模成形得到所要求的形状。制造实践证明,对壁厚8~20mm,φ600~φ1600mm封头用爆炸成形通常都是成功的,但对大型厚壁封头,由于爆炸用药多,工艺不易控制。
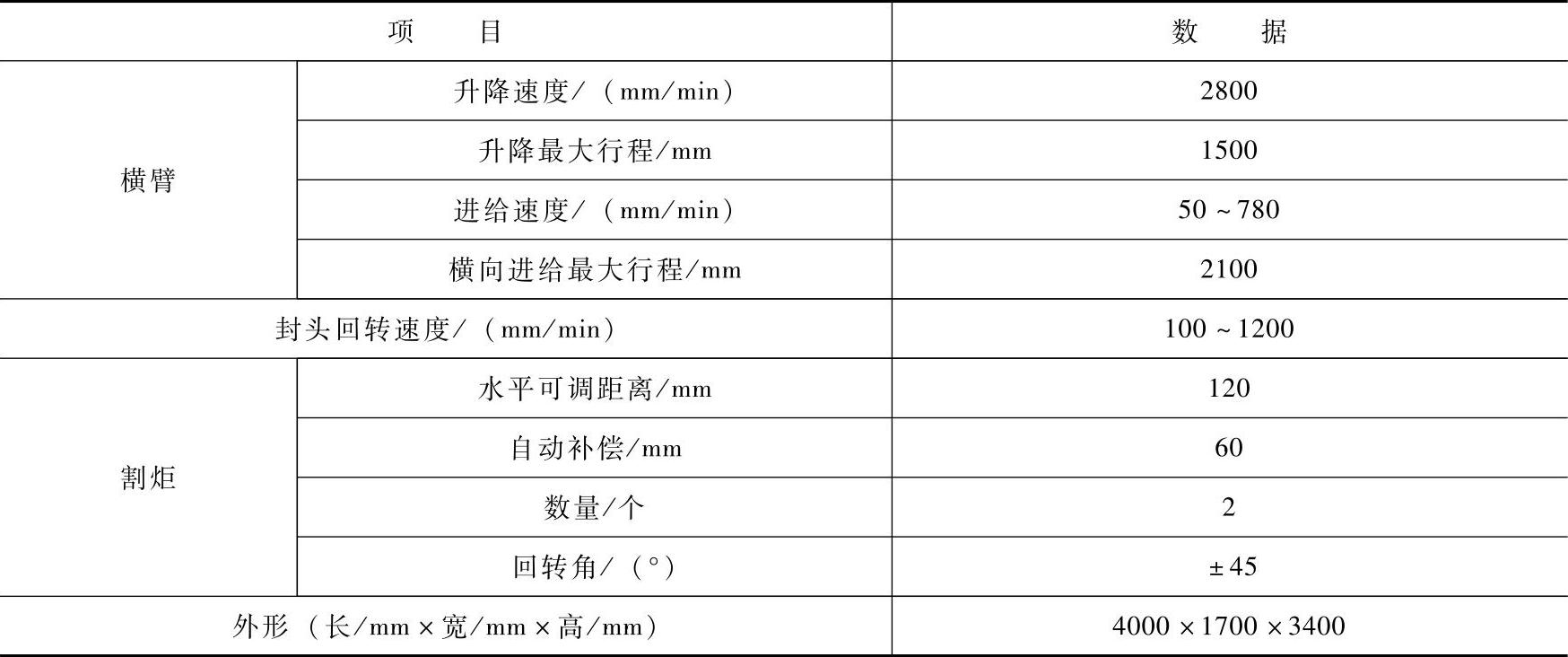
封头切割机是用来切割成形的封头多余边缘的设备。其技术数据见表6-19。(https://www.xing528.com)
表6-19 FG—4000封头切割机技术数据

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。