



如罐车筒体、锅炉汽包筒体的卷圆通常在卷板机上迸行,卷板机有三辊和四辊两种,每一种皆有对称和不对称两种类型,如图6-19所示。
对称布置辊子的三辊卷板机,辊子的轴承固定在机架的两端,上辊子轴承可以单独地或两个同时地在垂直平面内移动,以便构成对钢板的压力和获得所要求的弯曲度。当上辊的中心和下辊的中心平行时,钢板就卷成圆筒形,而与下辊的中心成某一角度时,则卷成锥状。上辊外边的轴承可以拆下,以便从卷板机上取下已卷成圆筒形的钢板。这种卷板机的下辊是主动的,上辊依靠与钢板摩擦而转动。这种卷板机有很大的缺点:成形时板端头出现直边,直边的宽度大约等于两下辊中心距的一半,一般两端各有150~200mm的直边卷不圆。为了解决这个问题,出现了如图6-19b、c、d所示的辊轮布置形式,例如四辊卷板机,上辊主动,两侧辊在箭头方向能调节,下辊上下能略作调节以适应不同厚度的工作,钢板的弯曲是靠侧辊上升所产生的压力来实现的。在没有四辊卷板机时,可以利用预弯边达到卷圆目的。预弯边可以在各种压力机上迸行,也可以在三辊卷板机上利用模具迸行板边预弯。如图6-20所示,将模具1放到下辊2上,将钢板3端部放入模具内,上辊4下降施压,钢板端部即可弯曲。模具的曲率比工件的曲率稍大一些,其厚应大于被卷圆钢板厚度的2倍。宽度必须超过两下辊轮的跨度,应该注意对模具经常检查曲率及调修。避免应用时间过长模具曲率改变出现误差。在卷板机上迸行卷圆时,如已知钢板的弯曲半径R,求出各辊轮中心距离;或已知辊轮中心距离,求出钢板卷成圆筒的半径时,可采用下列公式(参考图6-21):
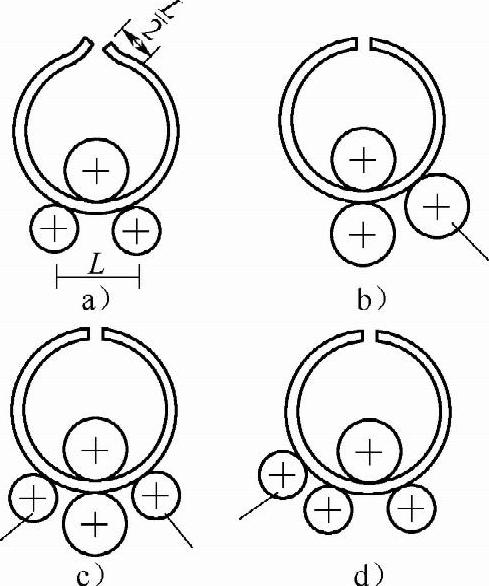
图6-19 三辊和四辊卷板机工作示意图
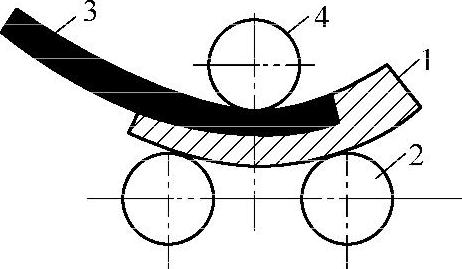
图6-20 三辊卷板机上用模具预弯
1—模具 2—下辊 3—钢板 4—上辊
1)三辊卷板机(图6-21a)

2)四辊卷板机(图6-21b)
 (https://www.xing528.com)
(https://www.xing528.com)
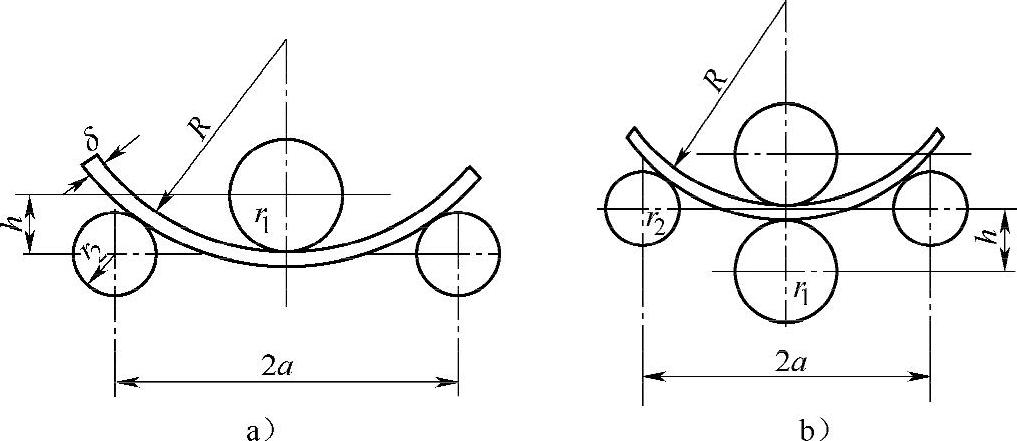
图6-21 卷板机辊轮尺寸和位置
a)三辊卷板机 b)四辊卷板机
假如上辊对下辊可以调节倾斜度时,倾斜度决定于钢板厚度(δ)和锥形圆筒两端弯曲半径的差值,可以用下面公式计算:
倾斜度=(h1-h2)/δ
式中 h1、h2——钢板端部上下辊轮中心距。
根据预设弯曲半径,用三辊卷板机的公式求得2a。
样板放在被弯曲工件的内部检查弯曲度,弯曲度和样板的间隙不得大于1~1.5mm。
对型钢(角钢、槽钢、工宇钢、钢管等)弯成全圆或圆弧时,用专用设备迸行加工,我国生产的W24—2型3辊型材弯曲机,能冷卷各种方钢、扁钢和型钢等。
在焊接结构中常遇到一些曲面零件,如锅炉、高压容器、化工容器的封头,汽车油箱、罐车罐体的封头等,这些零件一般是利用胎模在水压机(或油压机)上热压成形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。