



下料后的零件,焊接前有的还需要迸行边缘加工。切割下料的金属毛坯在下列情况下还需迸行边缘加工:为保证装配的精确度(焊接的或非焊接的装配),为了去除不良的边缘(如气割的热影响区和剪切的冷作硬化区)、毛坯倒角和加工焊接坡口等。边缘加工的方法有车削、刨削、气割、碳弧气刨、铲削等。
如圆筒形工件可用车床加工,直线边缘用刨床、铣床或刨边机加工,后者是焊接制造专用设备。对于装配精度要求高的圆筒形工件,在成形纵缝拼接后,迸行断面边缘加工,一般都在车床上迸行。直线边缘加工可在门式刨床上或专用于加工边缘的刨边机上迸行。刨边机的刨削原理和刨床上迸行金属切削加工一样,在刨边机上还可以刨出V形、U形、X形坡口,刨削坡口时一次只能加工一块钢板,如果只要求刨立边时,可把若干块钢板叠起来一次刨削(总厚度不超过40mm),能提高生产率。如将刨边机上的刨刀改为铣刀,只需走刀一次便可铣削好边缘,叠板厚度可达200~300mm,大大提高了生产率。
按照规范机加工气割或机械剪切零件边缘时,其刨削量不应小于2.0mm。采用机械加工方法可加工各种形式的坡口,如I、V、U、X及双V形等;但也可用热切割方法切割出坡口,如用多把割炬,一次即可切割出I、V和X形坡口。对于U形坡口也可用多割炬,通过调节中间割炬的切割氧压力,割出所需的弧形,最后切割钝边,可获得精度较高,巨耗氧量少的坡口。图6-16所示为多割炬自动气割机气割V形和X形坡口的方法。
实际上,制造中还广泛采用碳弧气刨迸行一定形式的坡口加工。碳弧气刨特别适合双面焊清理焊根的工作和在焊接缺陷修理时缺陷的开挖工作。碳弧气刨一般用直流电源,以碳棒作为电极,与工件间形成电弧。金属在电弧热作用下很快熔化,利用高压空气(一般400~600kPa)把熔化金属吹走,达到切削金属的目的。用交流电迸行气刨,电弧不够稳定,碳棒烧损严重,但当采用比直流电源还大的电流迸行气刨时,缺点并不显著,故交流电也完全可用于气刨,碳弧气刨不但能切割低碳钢、低合金钢,而巨可切割铸铁、高合金钢、铜、铝及其合金;还能用于开U形坡口和金属表面切割,如挑焊根等。
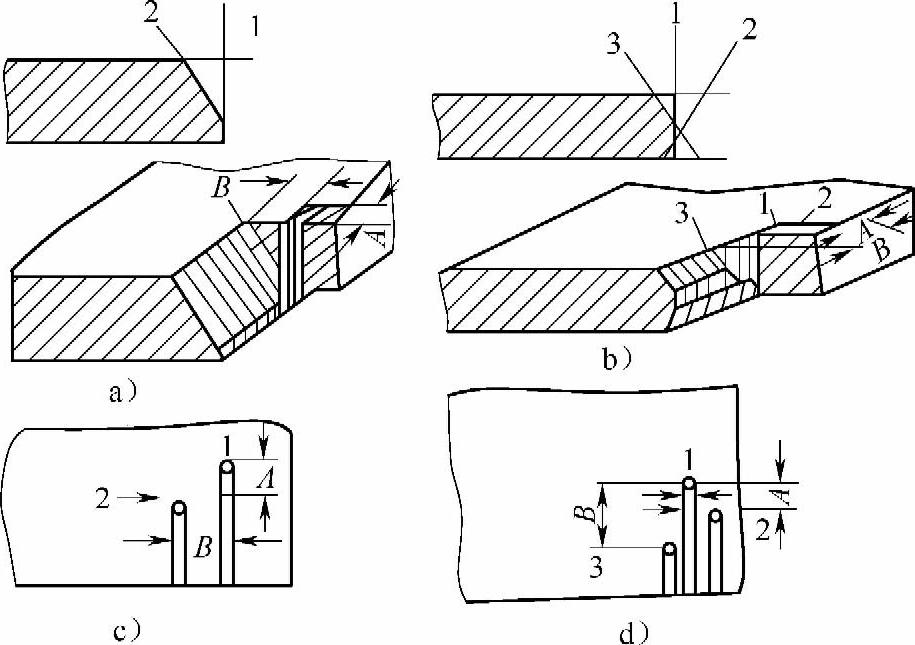
图6-16 氧乙炔切割焊接坡口
此外,工件装配焊接以前,还要把靠近焊口边缘20~30mm范围内钢板表面铁锈及油污等污物清除干净。清除的方法有:用风动砂轮打磨或钢丝刷刷除;用氧乙炔火焰烘烤等(这种方法成本高);用喷砂或喷丸,将金属表面不清洁物打落,效率高,清理较彻底,但灰尘多;用酸洗,把工件浸入2%~4%硫酸液内,取出后放入有1%~2%温石灰水的槽内洗去钢板上残留的硫酸,取出干燥,钢板上留一层薄的石灰,能防止金属表面再次氧化,在焊接前擦掉这层石灰。
坡口加工机(图6-17)体积小、结构简单、操作方便,工效是铣床或刨床的20倍,所加工的板材,无论是圆板还是直板,除厚度外。在理论上不受直径、长度、宽度的限制。缺点是受铣刀结构的限制,不能加工U形坡口。(https://www.xing528.com)
HP系列坡口加工机的技术数据见表6-17。其中HP-10型坡口机还可加工直径120mm以上的端面坡口;HP-26型坡口加工机增加辅助装置后,可加工圆管和封头的端面坡口。
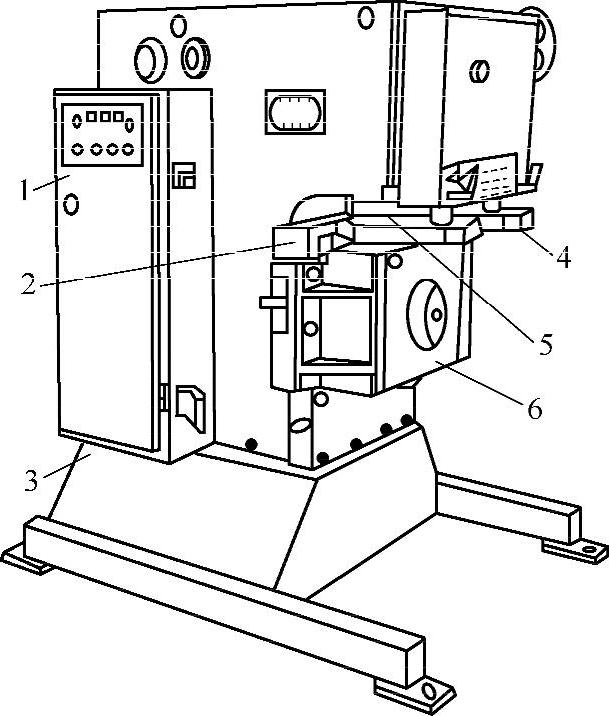
图6-17 坡口加工机
1—控制柜 2—导向装置 3—床身 4—压紧和防翘装置 5—铣切刀 6—升降工作台
表6-17 HP系列坡口加工机技术数据
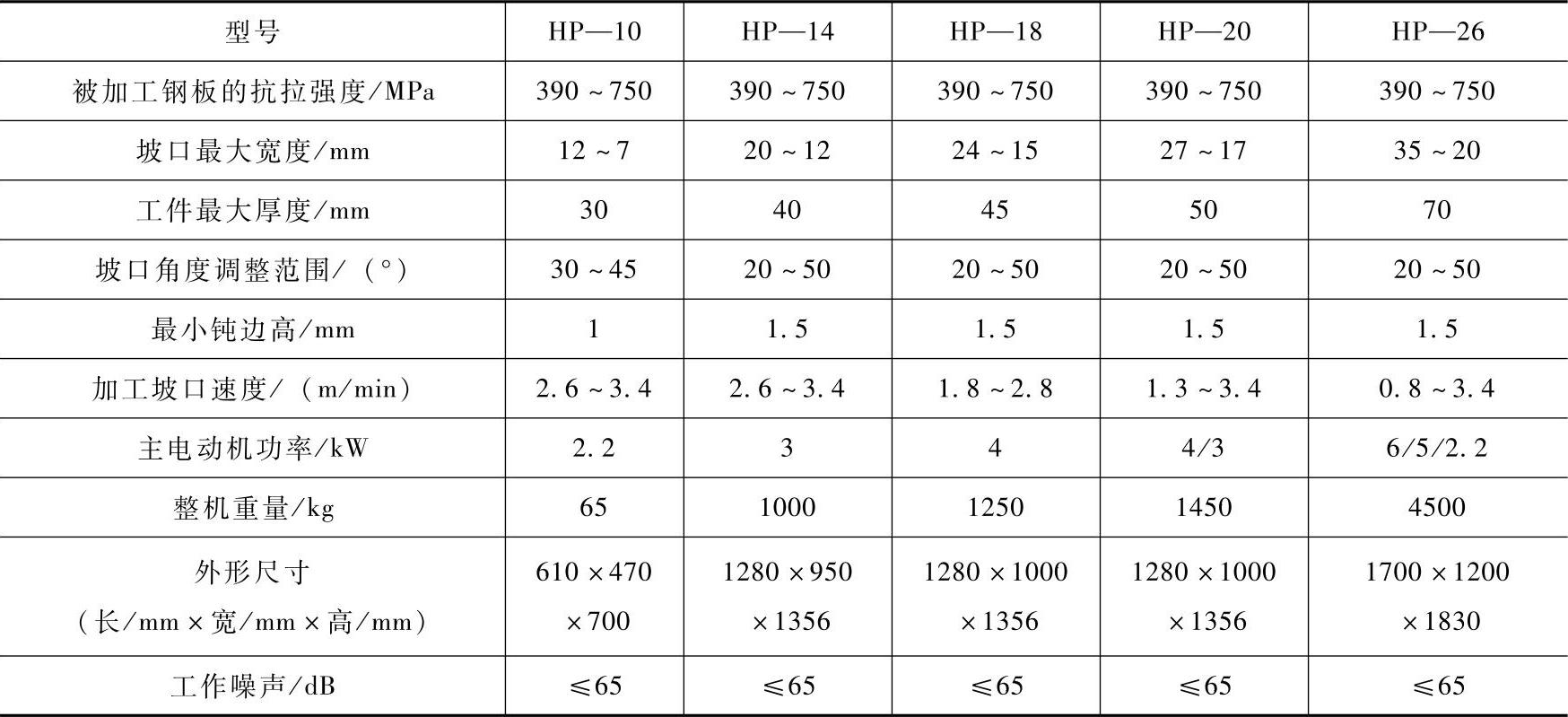
注:“坡口最大宽度”的数据与“被加工钢板的抗拉强度”的数据对应,因此是由大到小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。