



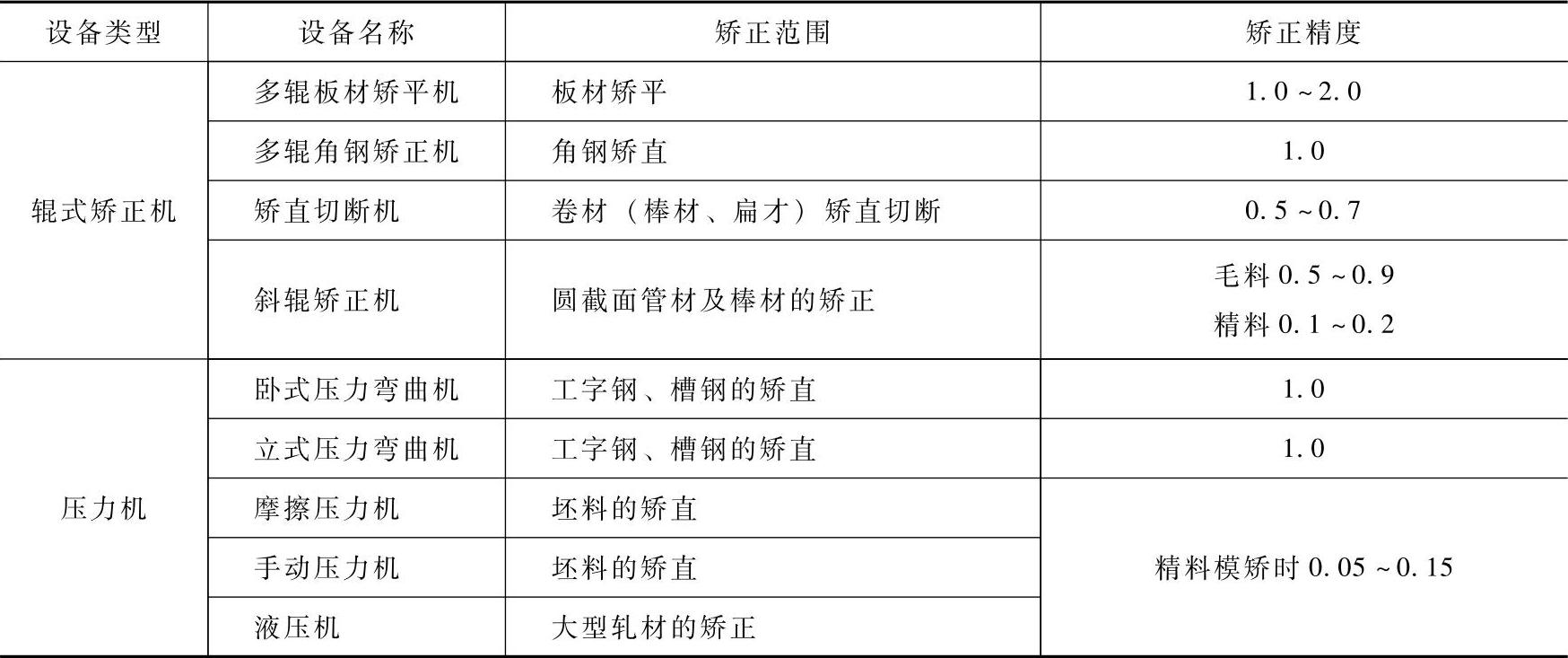
机械矫正法的分类和适用范围见表6-5,常用矫正设备的矫正精度见表6-6。
表6-5 机械矫正的分类及适应范围
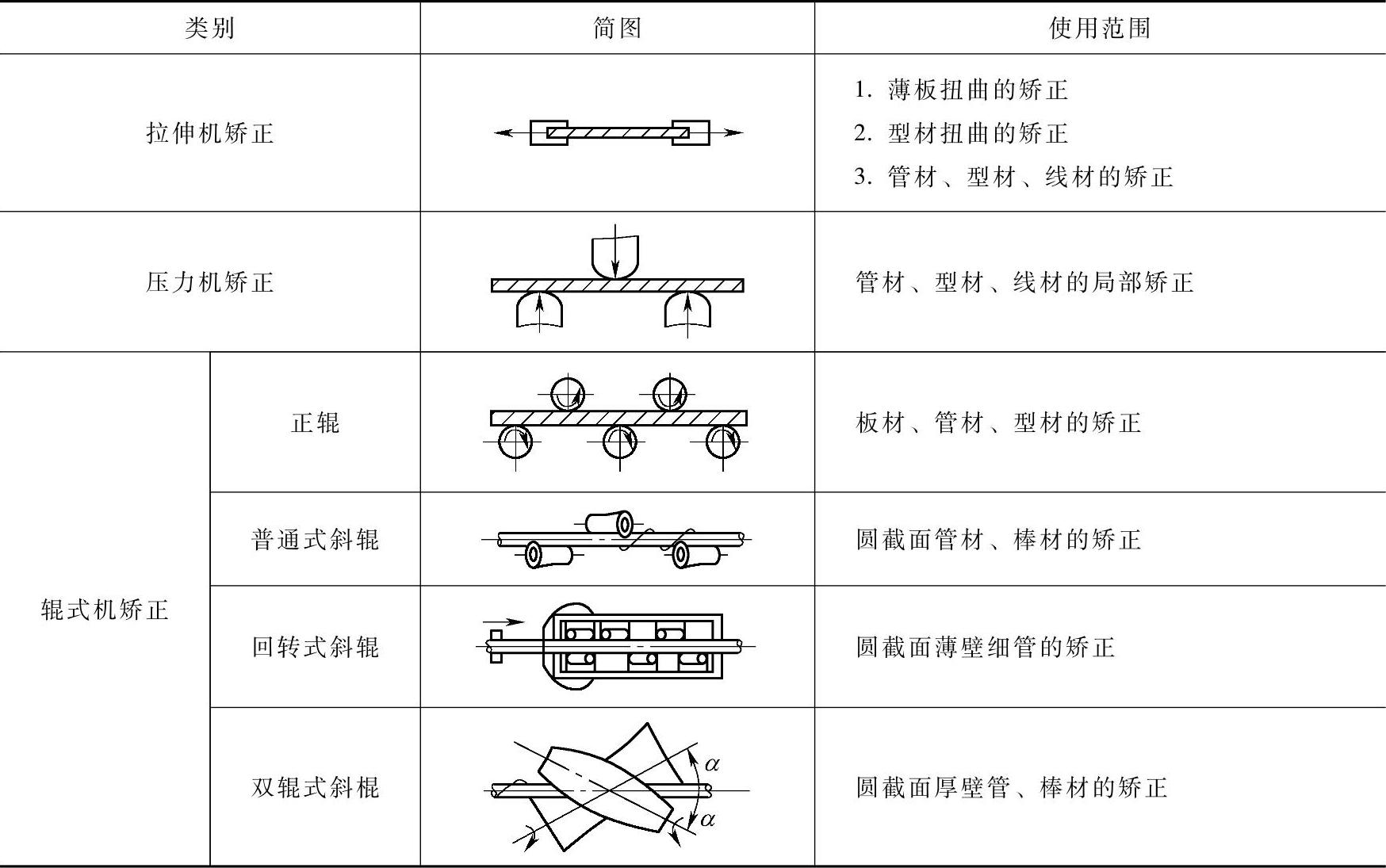
表6-6 常用矫正设备的矫正精度
1.钢板矫正机(又称平板机)
钢板矫正机是采用辊矫原理(图6-4),被矫正的钢板通过具有两列交错排列的辊子,上下辊之间的空隙比被矫正之钢板厚度略小些,沿着移动的方向,钢板多次反复地在垂直平面上下弯曲。原来短的纤维经过弯曲而伸长,最后钢板各部纤维长度一致,不平之处随之消除。矫正后钢板的力学性能变化不大,但应该注意到上下两辊之间的空隙不能过小,空隙过小既损伤设备又加大钢板的变形,损害材料的力学性能。通常低碳钢板经过矫正后伸长的增加量在0.1%范围内。
钢板矫正机上辊能上下调节,以适应不同厚度的钢板,上下辊都是主动的。调节上列最外边的两个辊子的高度,可以得到平板和带有弯曲的板;也可以利用钢板矫正机消除如图6-2所示的钢板“马刀形”变形,此时在“马刀形”凹边区域垫上厚度为2~5mm的纸板,造成集中压力,使凹边伸长。
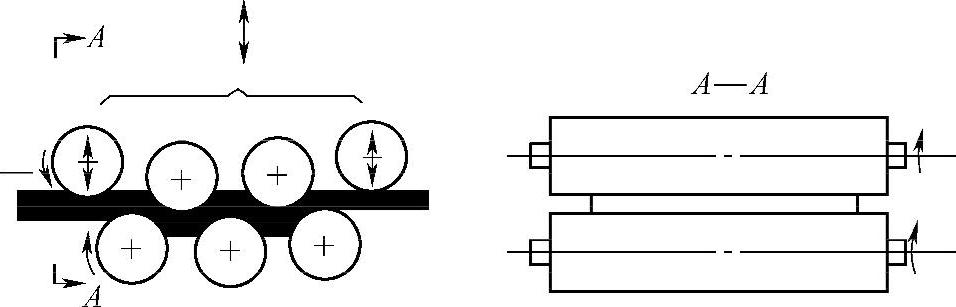
图6-4 多辊平板机辊子工作示意图
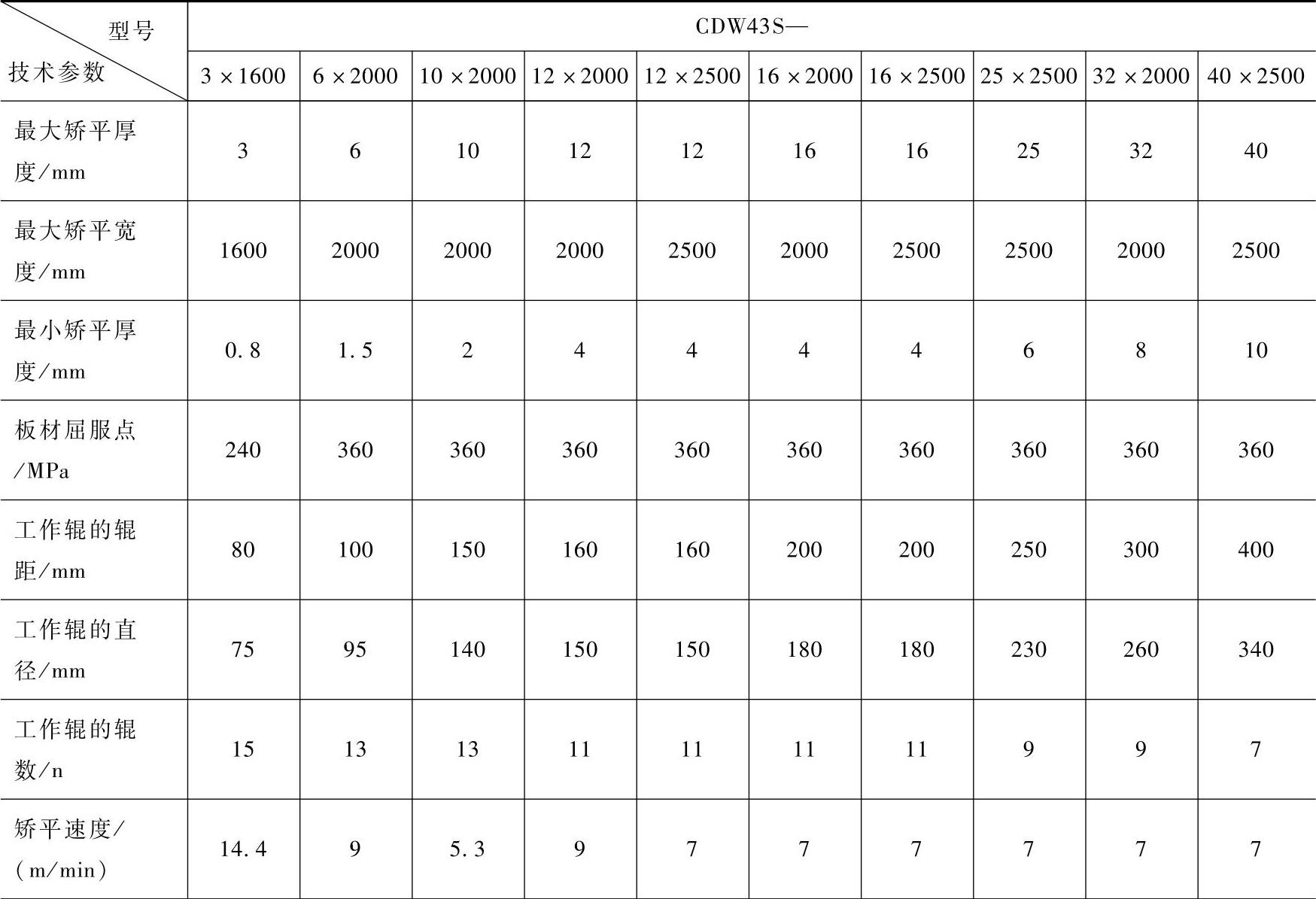
钢板矫正机的辊子的数目,依被矫正钢板的厚度而定,一般具有5~11个辊子(厚度在40~50mm范围内),由于薄板(厚度小于4mm)轧制过程中容易产生较大的波浪变形,矫正较困难,一般用的矫正机辊子数目多,辊子直径要小,才能克服原有的变形。为了便于操作,提高生产率,钢板矫正机应设有操作台(图6-5)。操作台应布置在矫正机两面,并使矫正钢板位于下辊顶面的平面上。常用钢板矫正机的技术数据见表6-7。
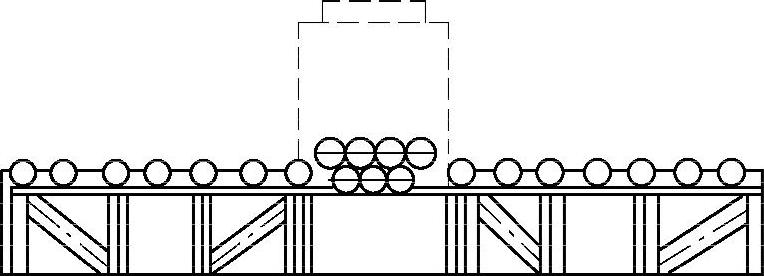
图6-5 钢板矫正机的操作台示意图
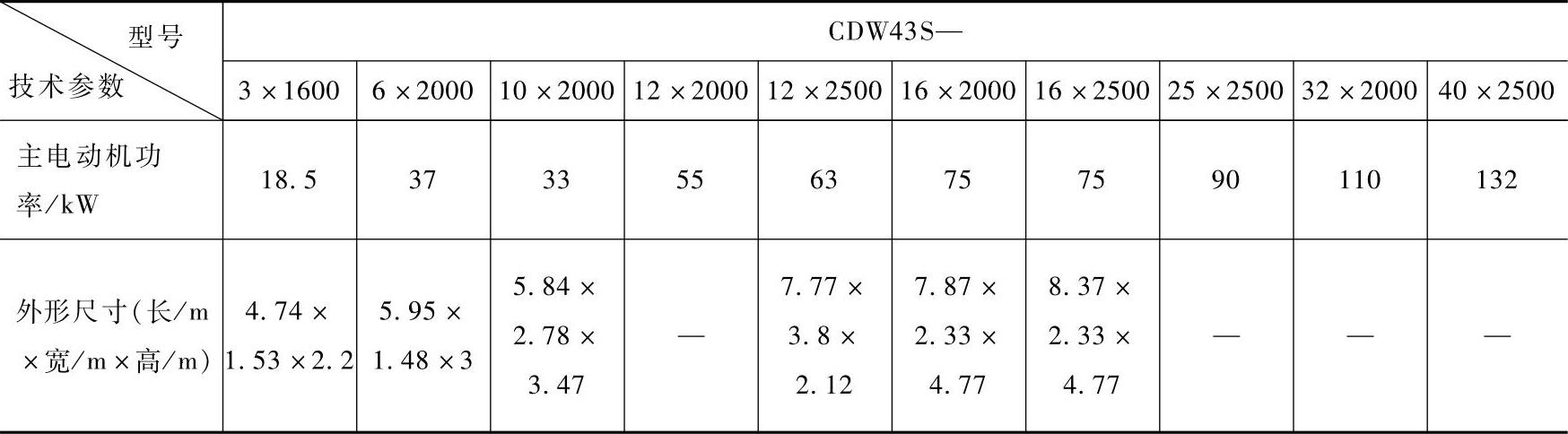
表6-7 常用钢板矫正机的技术数据
(续)
2.管材和型材矫正机
对于角钢、槽钢、工宇钢的矫正可以在型钢矫正机上迸行。矫正过程和工作原理与钢板矫正机相同,但它的特点是具有与被矫正的型钢相适应的上下两列滚轮(图6-6)。这些滚轮也是上下互相交错排列的。利用这种机器不仅能矫正沿型钢长度的弯曲变形,同时可以矫正型钢断面几何形状。
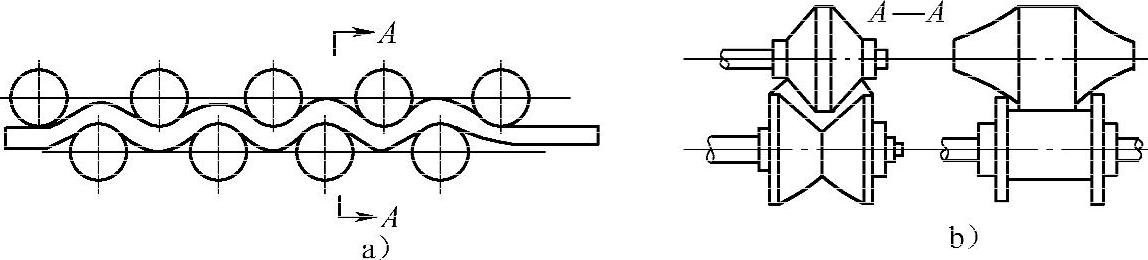
图6-6 型钢矫直机滚轮工作示意图(https://www.xing528.com)
管材及棒材可用斜辊机、正辊机、压力机及拉伸机矫正,其中以斜辊机的矫正效率和精度最高,应用最广泛。常用斜辊机结构形式见表6-8,其基本参数见表6-9。型材多用弯曲压力矫正机或带成型辊的多辊矫正机矫正。常用矫正机技术数据见表6-10、表6-11。
表6-8 常用多辊式斜辊矫直机结构形式
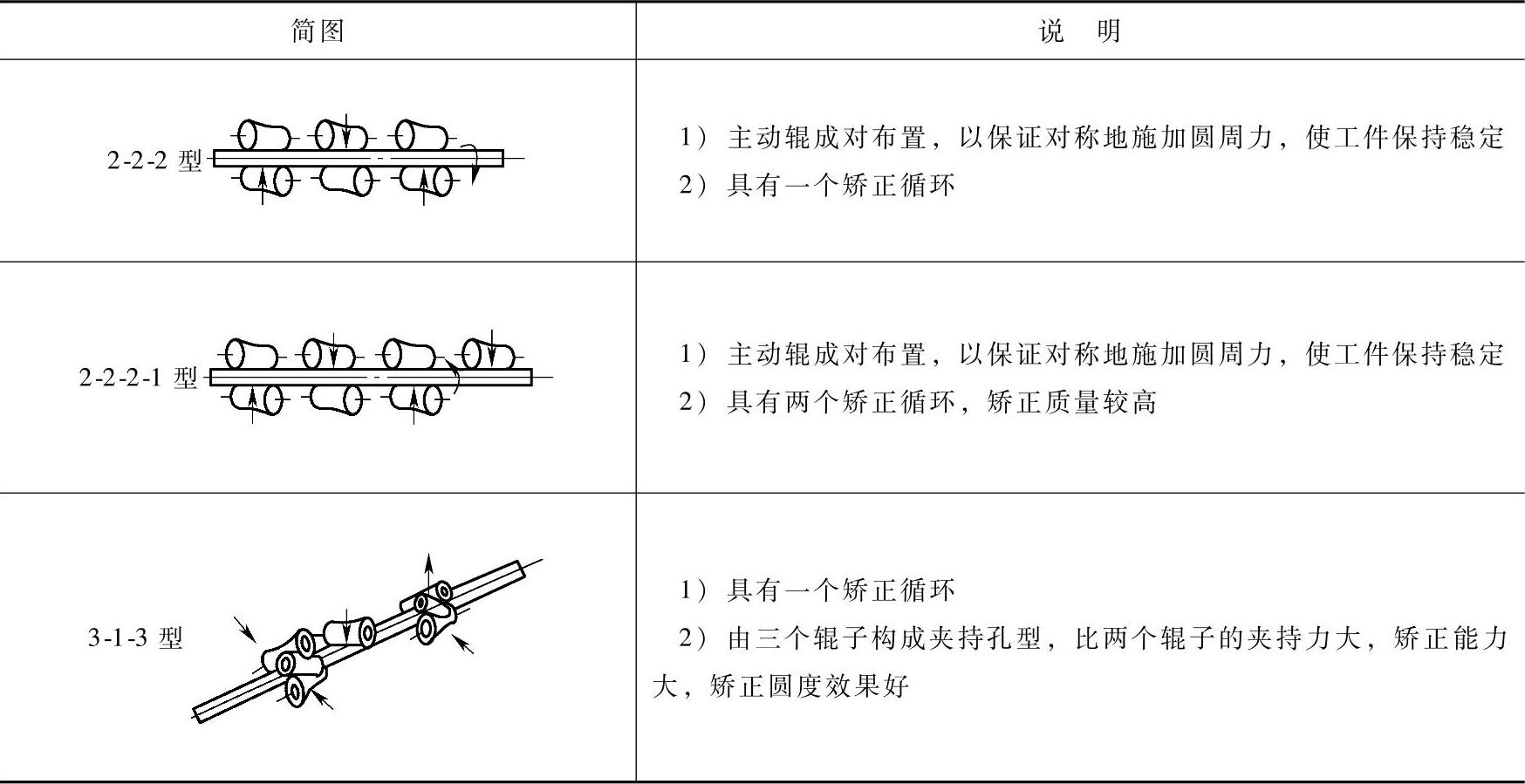
表6-9 管材矫正基木数据
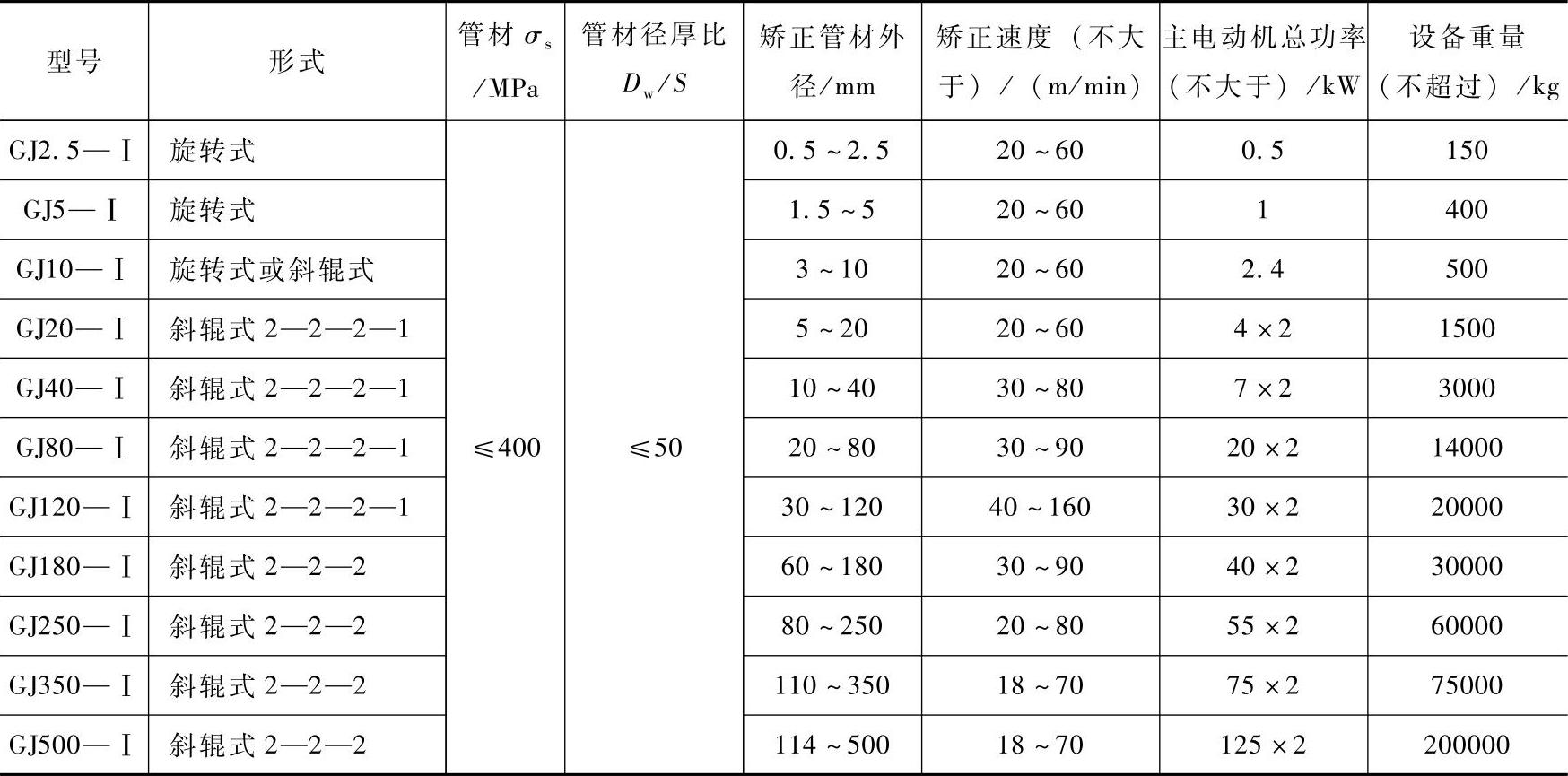
表6-10 油压弯曲矫正机技术数据
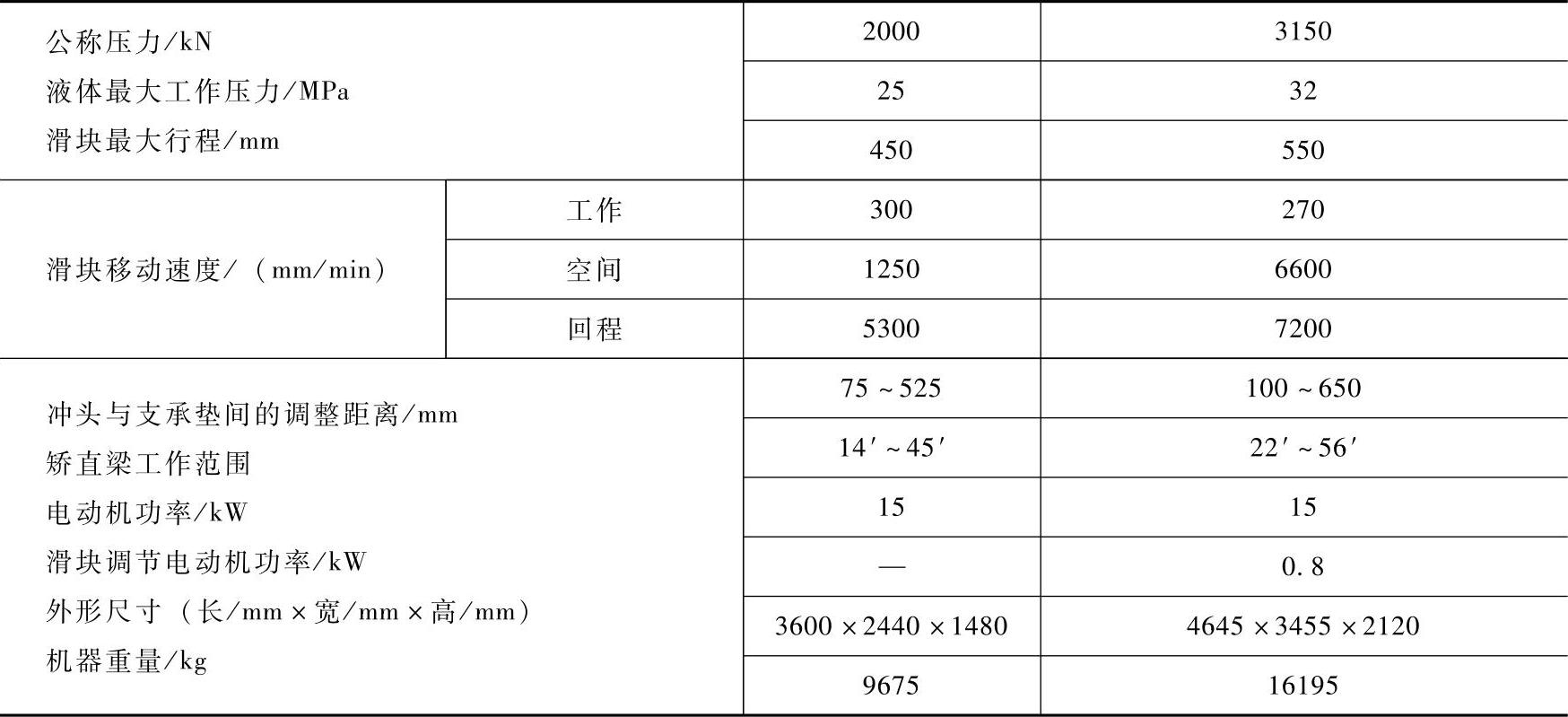
表6-11 型材矫直机技术数据

图6-7为1200mm型钢矫直机,主要用来矫直在常温状态下10~16号工宇钢、7.5mm×13mm号角钢、φ50~φ90mm圆钢、12~24kg/m轻轨等各种型钢。图6-8为6辊式型钢矫直机,主要用来矫直在常温状态下9~36号角钢、槽钢、工宇钢、φ75×φ130mm圆钢、75mm×75mm~115mm×115mm方钢、38kg/m钢轨等各种型钢。

图6-7 1200mm型钢矫直机
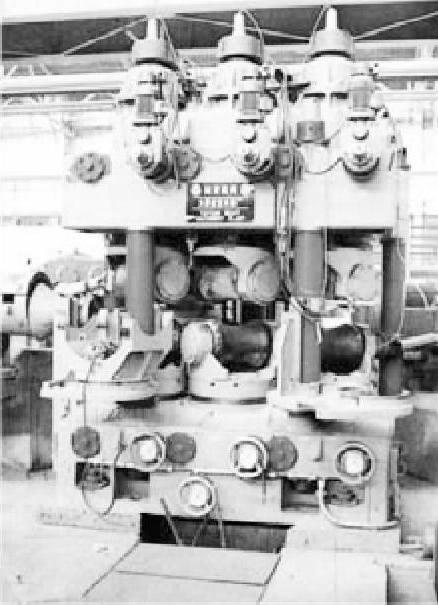
图6-8 6辊管材矫正机
3.调直机(顶床)
对于只要求在整个长度上矫直的型钢,可以在调直机上迸行,调直机的工作过程如图6-9所示,被矫正的型钢1放在两支承2上,由压头3往返对型钢顶压,使型钢产生与原有弯曲相反的弯曲。达到矫正目的。两支承的距离L可以根据型钢的大小调节。型钢的型号越大,支承距也越大。当型钢在垂直面和水平面上均有弯曲需矫正时,应该先矫正刚度大的一面。
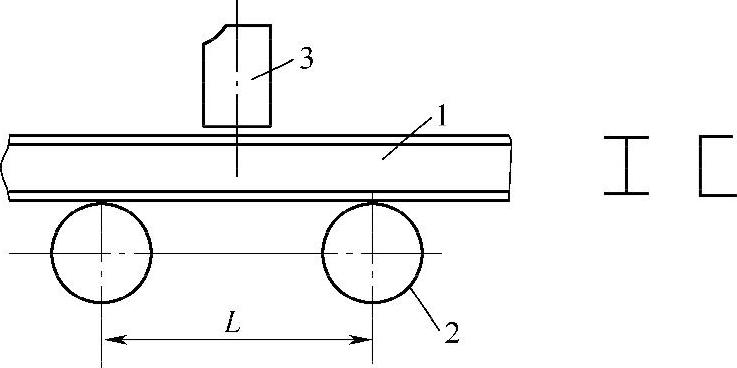
图6-9 调直机调直简图
1—型钢 2—支承 3—压头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。