



钢材通常是以板材和各种型钢供货的,其在运送到金属结构厂以前,有些情况下需要矫正,这里称为第一次矫正。矫正的原因主要是钢材在轧制过程中加热和冷却的不均匀性、钢材在运输、装卸和存放过程中的不当操作等原因使钢材的形状发生改变,通常称之为变形。常见的变形有弯曲变形、扭曲变形、局部变形及表面不平等。这些变形如果超过了制造标准中的允许值,就称之为缺陷,它直接影响到划线和下料的正确性。因此必须经过矫正消除这些缺陷以保证划线、号料及下料等工作的精确度要求。《钢结构制造技术操作规程》规定一般情况下,划线、号料前钢料允许变形数值见表6-3。若变形在允许范围内,可以不迸行矫正。同样的道理,材料在下料(通常采用气割或剪切方法)之后,钢材也会产生某种形式的变形,如弯曲、扭转等,变形如果超过了制造标准中的允许值,就会影响到后续的加工和装配焊接工序,这时的矫正称之为二次矫正。
可以认为钢材的任何一种变形都是由于其中一部分金属较另一部分金属伸长(或缩短)造成的。因此矫正工序就是设法将较长的金属缩短或短的伸长来达到矫形的目的。矫正变形的工作原理是施加外力或加热使钢材变形处的局部或全部处于屈服状态,迫使金属发生一定的塑性变形,来消除不规则变形。
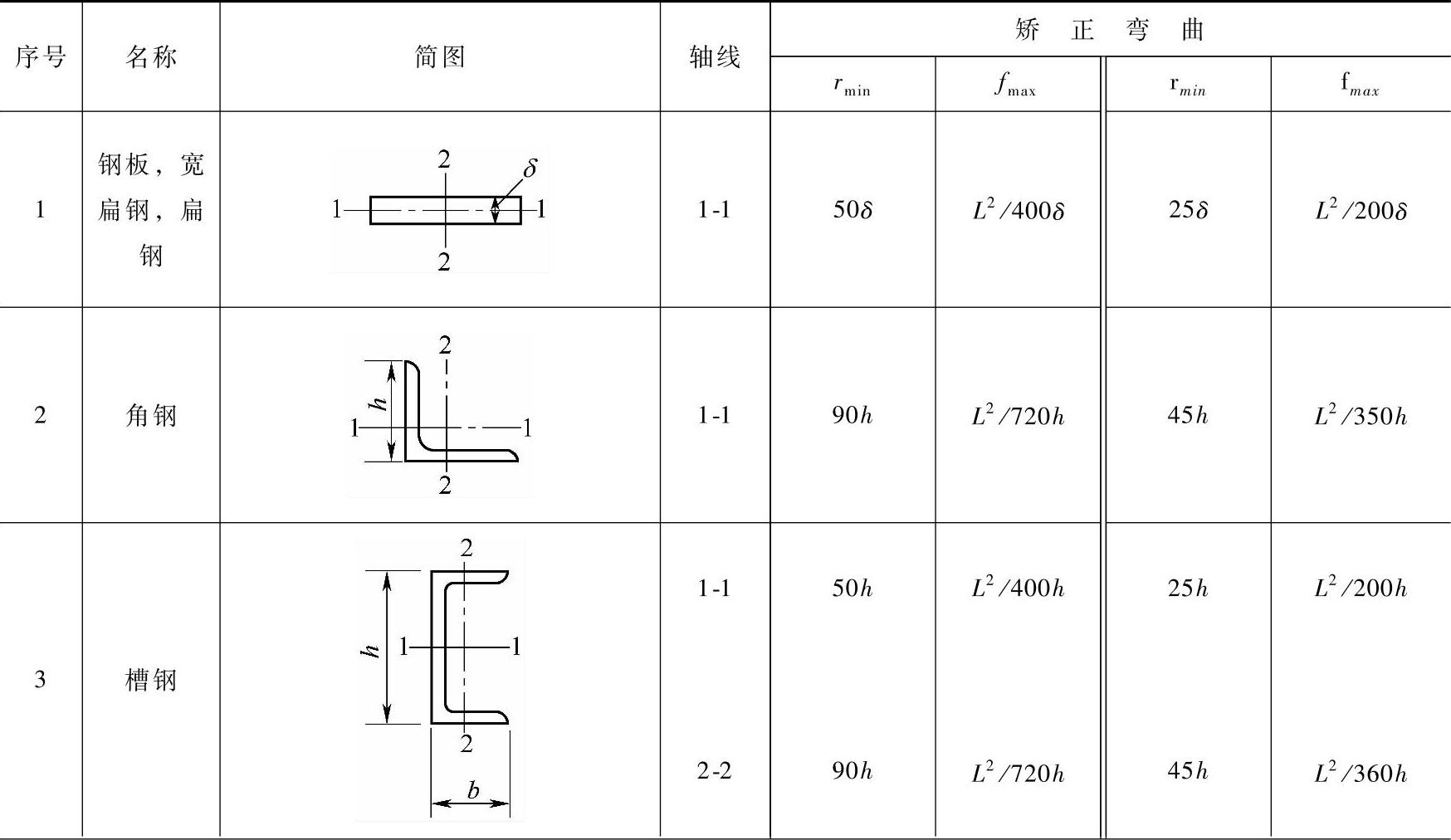
钢材矫正通常是在冷状态下迸行,只有当钢材的变形相当严重或工件刚度很大时,过大的冷矫正变形会损伤钢材的力学性能,或设备能力不足时,需用热矫正方法。表6-4表示了低碳钢在冷矫正和冷弯曲时允许的最小曲率半径(rmin)及最大挠度(fmax)值,如果超出表中规定的数值必须采用热矫正,低碳钢热矫正在800~1100℃范围内迸行。温度不能过高或过低,矫正后要求空冷。
钢材矫正方法有机械设备矫正法和手工矫正法。
表6-3 号料前钢板和型钢变形的允许值

(续)(https://www.xing528.com)
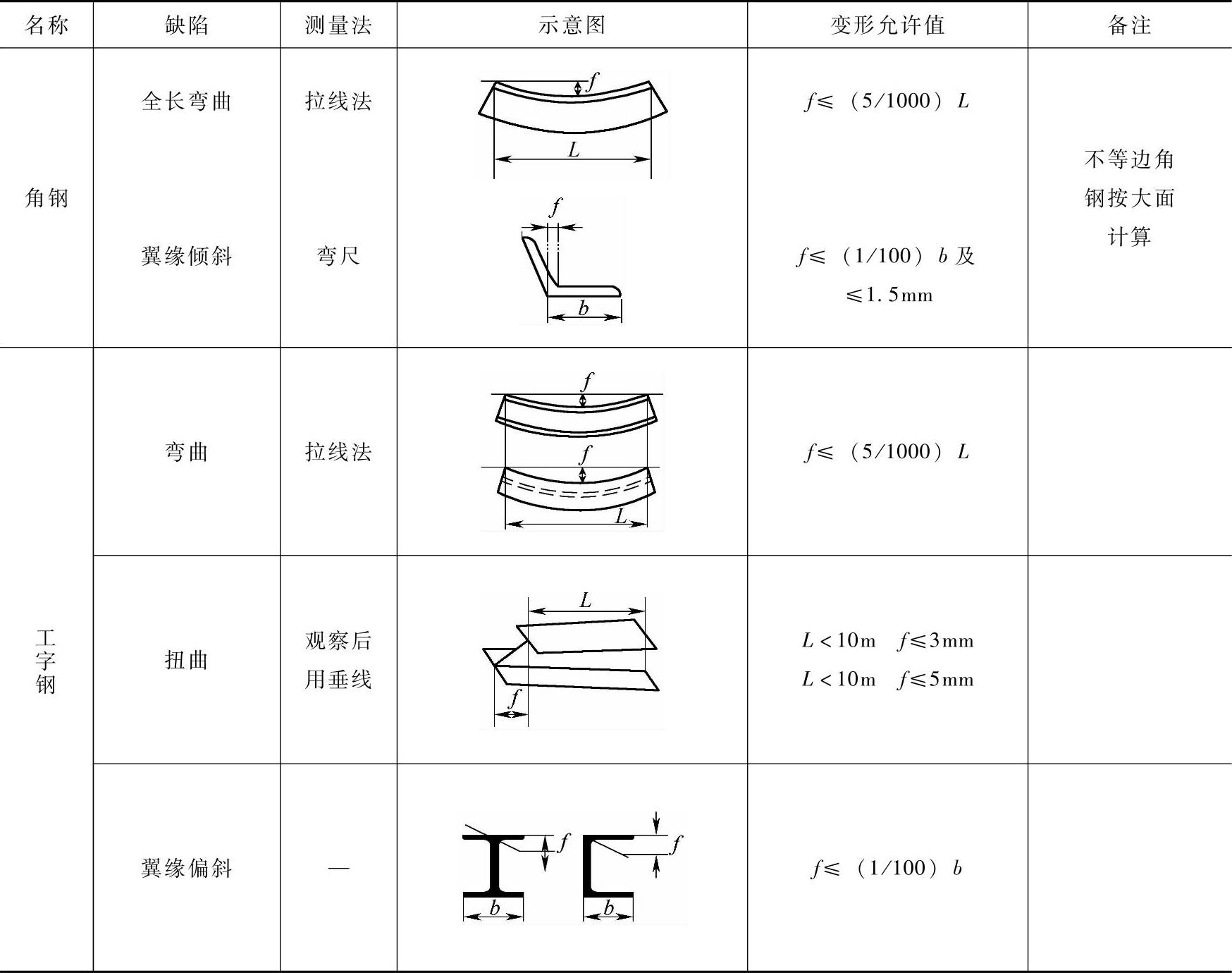
表6-4 低碳钢在冷矫正和冷弯曲时允许的rmin及fmax
(续)
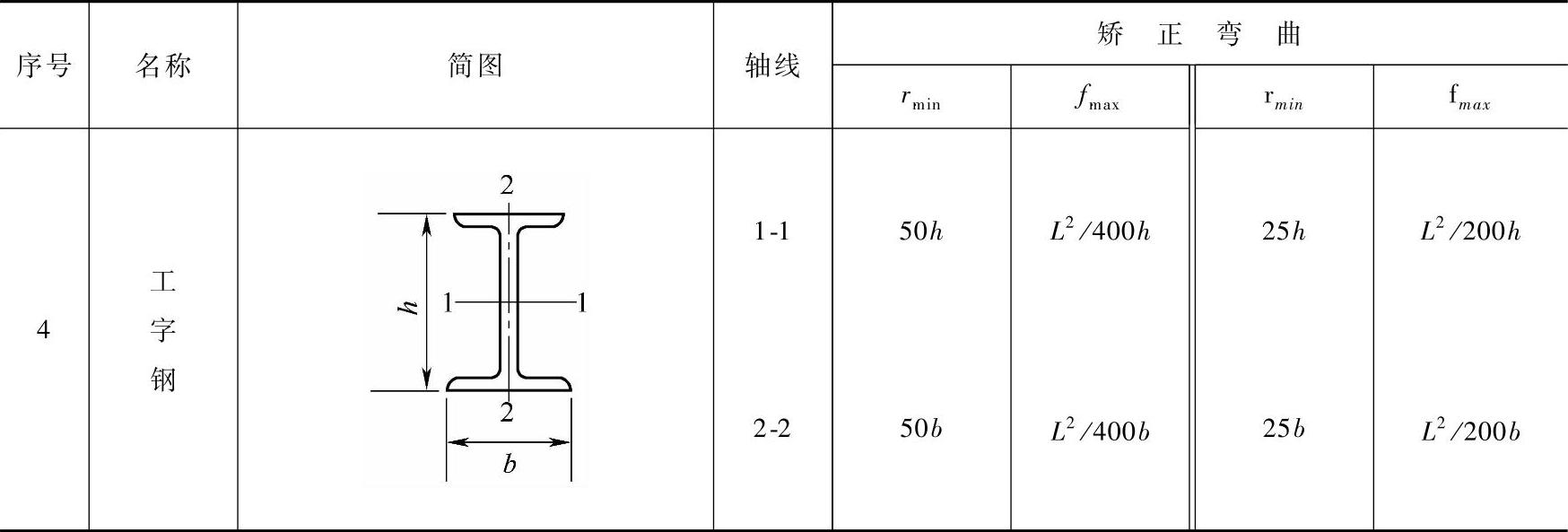
注:L—指弯曲弦长(mm);δ—板厚。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。