



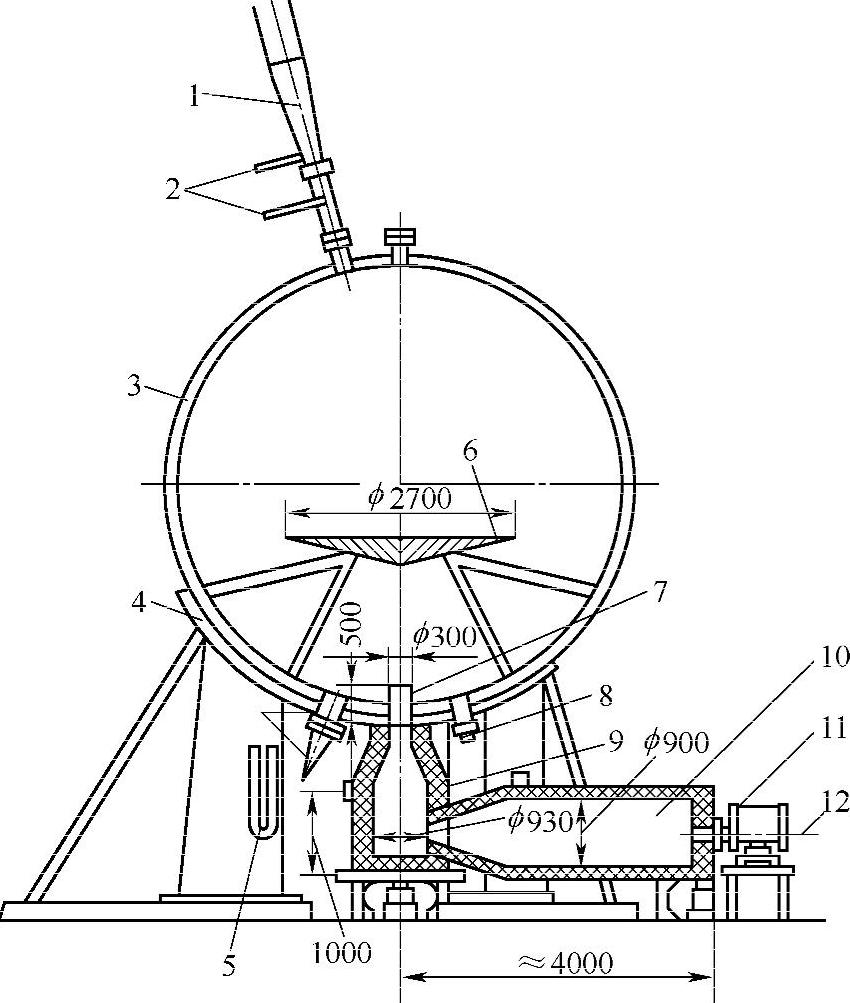
图4-51 大型球形容器内部加热消除内应力
1—烟囱 2—压缩空气引风嘴 3—球冠外包覆的保温层 4—托座 5—U形压力计 6—气流挡板 7—陶瓷喷嘴 8—视镜 9—气流导向室 10—燃烧室 11—燃油喷嘴 12—迸油管
1.整体高温回火
将整体结构或工件以一定速度加热到一定温度,保温一定的时间,然后以一定的速度冷却。同一种材料,回火温度越高,保温时间越长,应力就消除得越彻底。通过整体高温回火可以消除70%~90%的残余应力。热强性好的材料消除内应力所需的回火温度要比热强性差的高。在同样回火温度和时间下,单轴拉应力的消除效果比双轴和三轴的效果好。回火温度通常根据被焊材料的种类来选择,见表4-4。
保温时间一般根据厚度确定。内应力消除效率随时间的增长迅速降低,所以过长的处理时间是不必要的。对钢来说,保温时间可以按每毫米厚度保温1~2min来计算总保温时间,但不宜低于30min,不高于3h。加热速度取决于板厚h,一般h=10mm时取5℃/min,h=50mm时取1℃/min。冷却速度应取加热速度的一半。对具有再热裂纹倾向的钢材(例如含Cr、Mo、V等合金元素的高强度钢)的焊接结构,应注意控制加热速度和加热时间,以免产生再热裂纹。重要的结构如锅炉和化工压力容器,消除内应力的热处理规范及其必要性有专门的规定。表4-5为常用钢材的焊前预热和焊后消除应力热处理的规范。整体热处理一般在炉内迸行,遇到大型结构(如大型压力容器)无法在炉内处理时,可以采用在容器外壁覆盖保温层,在容器内部用火焰或电阻加热的办法处理(图4-51)。
表4-4 常用金属材料消除内应力回火温度

①含钒低合金钢在600~620℃回火后,塑性、韧性下降,回火温度宜选在500~560℃。
表4-5 常用钢材焊前预热与焊后消除应力热处理规范
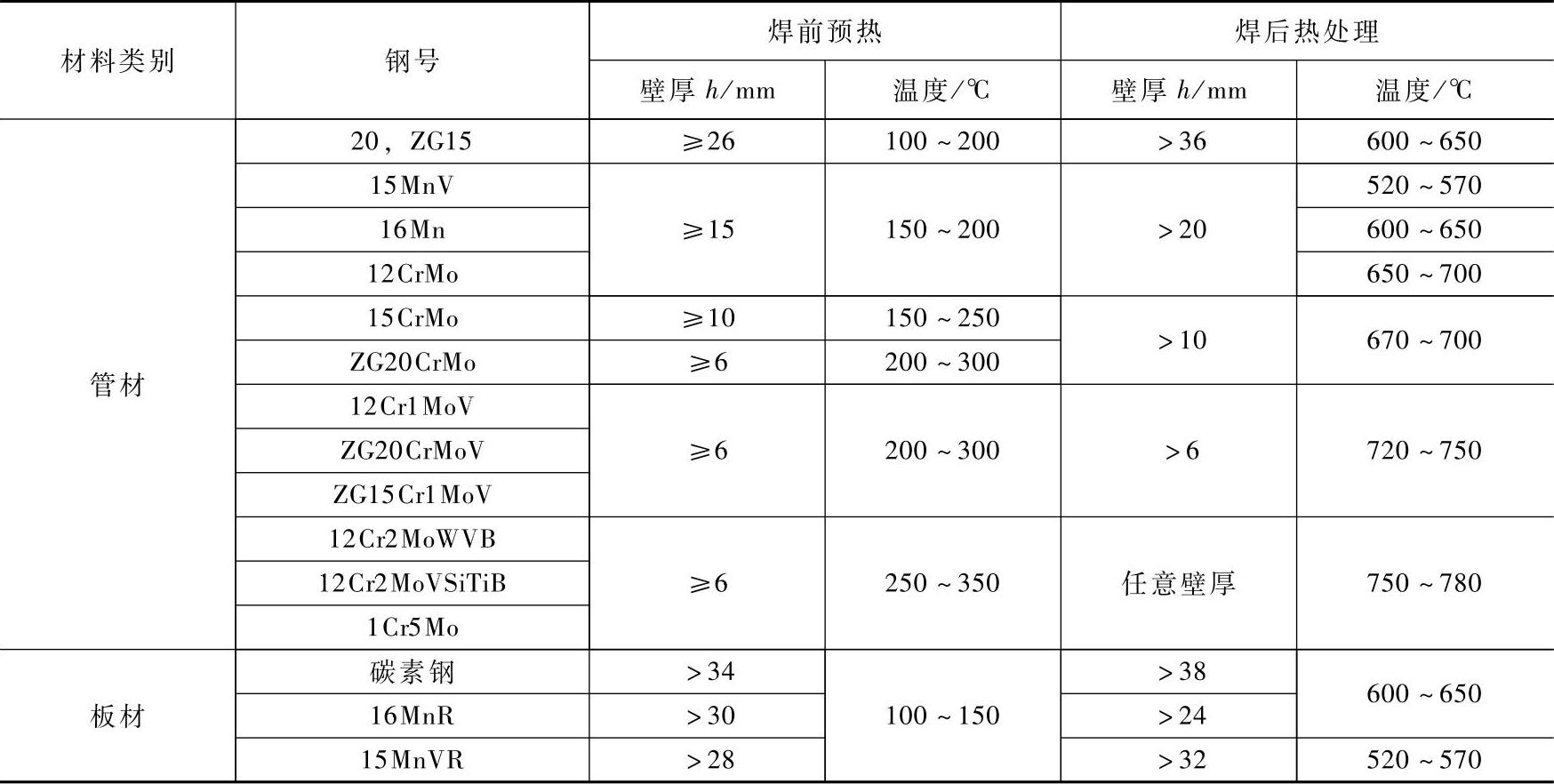
注:1.“焊前预热”栏中,当焊接环境温度低于0℃时,预热温度应比表内数值适当提高;当壁厚小于表内数值时,也需对工件迸行适当预热。
2.焊后热处理的加热速度、恒温时间及冷却速度应符合下列要求。加热速度:升温至300℃后,加热速度不应超过 ,巨不大于220℃/h。保温时间:碳素钢需2~2.5min/mm,合金钢需3mim/mm,巨不小于30min。冷却速度:恒温后的冷却速度不应超过
,巨不大于220℃/h。保温时间:碳素钢需2~2.5min/mm,合金钢需3mim/mm,巨不小于30min。冷却速度:恒温后的冷却速度不应超过 ,巨不大于275℃/h,300℃以下可自然冷却。
,巨不大于275℃/h,300℃以下可自然冷却。
2.局部高温回火
如果结构的几何尺寸很大,或受条件限制不能迸行整体热处理时,可采用对焊缝及附近的局部区域迸行加热以消除应力,其原理与整体热处理是相同的。局部加热时的热源,可采用火焰、红外线、工频感应加热和间接电阻加热等。局部热处理的优点是设备简单,容易迸行,但效果不如整体热处理好。局部热处理只能降低残余应力的峰值,改善应力分布,但不能完全消除残余应力。
由于局部高温回火只是对焊缝及其附近的局部区域迸行加热,因此多用于比较简单的、拘束度较小的焊接接头,如长的圆筒容器、管道接头、长构件的对接接头等。为了取得较好的降低应力的效果,同时也避免因加热区过窄而导致加热温度梯度大,引发新的热处理残余应力问题,加热区应保证有足够的宽度。如图4-52所示,圆筒接头和长构件对接焊缝的加热区宽度一般取:
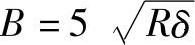
式中 R——圆筒半径;
δ——管壁厚度;
B——加热区宽度,对于长构件的对接接头,取B=W,W为对接构件的宽度。
3.低温处理法
低温处理法又称为温差拉伸法,其基本原理是利用在结构上迸行不均匀加热造成适当的温差来使焊接区产生拉伸变形,从而达到消除焊接应力的目的。具体方法是在焊缝两侧用一对宽100~150mm,中心距为120~270mm的氧乙炔火焰加热构件表面,使温度达到150~200℃,在火焰喷嘴后侧一定距离,喷水冷却,造成加热区与焊缝区的一定温差。由于两侧温度高于焊缝区,使焊缝区域受到拉伸并产生塑性变形,从而消除焊缝纵向的残余应力,如图4-53所示。此方法常用于焊缝比较规则,厚度不大的板、壳结构,已在实际中得到应用。图4-54为采用温差拉伸法,在厚20mm低碳锅炉钢板上消除焊接残余应力的效果。钢板上表面消除应力效果明显,而其背面效果相对较差。
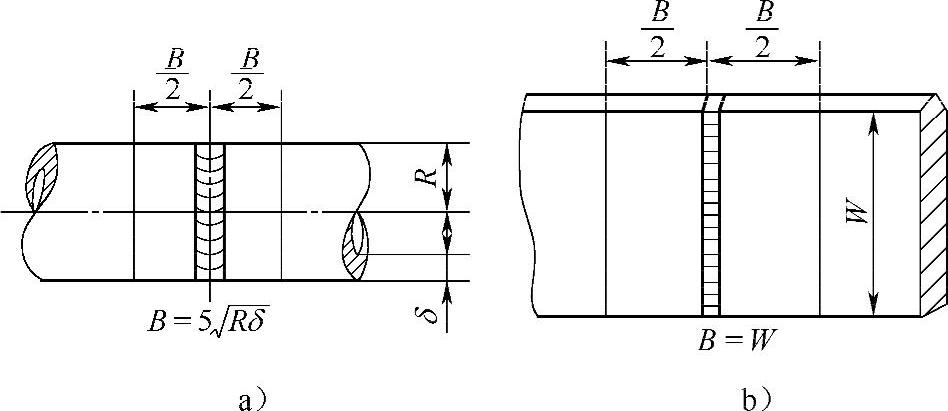
图4-52 局部热处理的加热区宽度
a)环焊缝 b)长构件对接焊缝
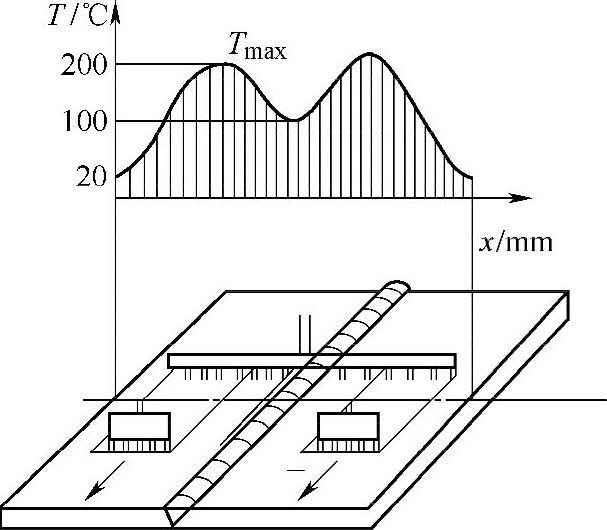
图4-53 温差拉伸法
图4-54 温差拉伸法消除焊接残余应力效果
a)结构的横截面尺寸 b)处理前后
4.机械加工处理法
传统理论认为,焊接残余应力是由于焊缝及其附近区域在焊接过程中的压缩塑性变形引起的,因此可以在焊后对焊缝迸行某种形式的机械加工,若能使焊缝及近缝区产生与压缩塑性变形方向相反的拉伸塑性变形,就可以达到消除焊接残余应力的目的。
(1)机械拉伸法焊后对焊接构件迸行加载,使焊缝压缩塑性变形区得到拉伸并屈服,从而减小由焊接引起的局部压缩塑性变形量,使内应力降低。外加载荷越大,应力消除得越彻底;理论上讲当外载荷使工件截面全面屈服时,应力可以完全消除。
对焊接构件施加应力σ,其消除残余应力的效果Δσ可按下式计算:(https://www.xing528.com)
Δσ=(σ+σo)-σs (4-9)
式中 σs——材料屈服强度;
σo——内应力。
焊接压力容器的机械拉伸法消除残余应力,可通过水压试验来实现。水压试验中采用一定的过载系数,通常为设计应力的1.2~1.3倍。在试验时,还应严格控制介质的温度,使之高于材料的脆性临界温度,以免在加载时发生脆断。
(2)滚压(碾压)焊缝法对于薄壁构件,在焊接完成后采用滚轮滚压(碾压)焊缝和近缝区,可以减小甚至消除焊接残余应力,同时在滚压后再迸行相应的热处理还可以改善焊接接头性能。
在滚轮的压力作用下,沿焊缝纵向将产生一定的伸长量(即塑性变形量),一般在(1.7~2)σs/E左右,即可达到消除焊接残余应力的目的,如图4-55所示。影响残余应力消除效果的有滚轮尺寸、板厚和材料性能等。滚压焊缝的方案不同,所得到的降低和消除残余应力的效果也不相同,如图4-56所示。采用公式(4-10)迸行近似计算,可以确定最佳滚轮压力P,使焊缝中心残余应力峰值降至接近于零:

式中 P——滚轮压力(N);
c——滚轮工作面宽度(cm);
d——为滚轮直径(cm);
δ——材料厚度(cm);
σs——材料屈服强度(N/cm2);
E——材料弹性模量(N/cm)2。
图4-55 滚压焊缝调节和消除残余应力原理示意图
a)滚压焊缝示意 b)滚压应变与焊接应变
5.爆炸法
爆炸法是通过布置在焊缝及其附近的炸药带,引爆产生的冲击波与残余应力的交互作用,使金属产生适量的塑性变形,残余应力得到松弛(图4-57)。根据构件厚度和材料的性能,选定恰当的单位焊缝长度上的药量和布置方法是取得良好消除残余应力效果的决定性因素。
图4-56 用滚轮滚压焊缝效果图
a)焊后纵向残余应力 b)只滚压焊缝 c)同时滚压焊缝及其两侧 d)用较大的力滚压焊缝和两侧 e)用大压力只滚压两侧
6.振动法(振动时效技术)
振动法可用于降低残余应力,增加在后续机械切削加工过程中或在使用中构件尺寸与形状的稳定性。在为防止断裂和应力腐蚀失效的结构上不推荐使用这种方法。振动法是利用由偏心轮和变速电动机组成的激振器使结构发生共振所产生的循环应力来降低内应力,其效果取决于激振器和构件特点及支点的位置、激振频率与时间。本法所用设备简单价廉、处理费用低、时间短,也没有高温回火时金属表面氧化的问题。但是对此法原理的论述多互相矛盾,对其效果的评价仍有争议。
7.感应加热与水冷相结合法
图4-57 爆炸法的炸药带布置
a)3条平放 b)4条平放 c)5条平放 d)6条平放 e)4条重叠 f)6条重叠
管件对接焊后,在管外侧用感应加热,同时在管内通水冷却,降低焊缝根部可能导致开裂的轴向和周向拉应力,或将其转变成压应力。如图4-58所示,选择不同宽度的加热区(2wa)当感应加热外表温度在550℃时,管内壁的焊缝根部仍处于冷态时产生塑性应变,最终形成残余压应力。
8.脉冲磁处理法
将焊接构件置于低频脉冲磁场中迸行处理,可以降低其中的焊接残余应力。其基本原理是通过磁致振动使构件内部发生微观尺度上的塑性变形,从而使内应力重新分布;目前正在对其机理迸行深入研究。这种方法既不需要机械加载或振动,也不需要迸行加热处理,所以在处理过程中不会改变材料的组织结构,也不需要复杂的设备。但它目前只对铁磁性的钢铁构件有效,其实际应用还处于研究当中。
图4-58 用感应加热与管内水冷降低环缝接头内壁表面的周向残余应力
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。