



影响焊接应力的因素很多,在实际焊接生产中常采取以下措施预防、调整和控制焊接应力,达到减小结构焊接残余应力的目的:
1)如果焊缝的布置过于集中,每条焊缝的残余应力相互叠加,在结构中造成峰值很大的大面积拉应力区;当有交叉焊缝时,就有可能在交叉处一定范围内造成复杂的应力状态,这些都会对结构的运行造成十分不利的影响。设计焊接结构时要尽量避免交叉焊缝,分散布置焊缝,使相邻焊缝间保持一定的距离,避免焊接应力叠加。尽量减少焊缝数量,确定合理的焊缝尺寸。
2)尽量采用较小的焊接热输入。根据焊接结构的具体情况,采用小直径的焊条,偏低的电流或较快的焊速,可采用多层多道焊达到减小焊接热输入的目的。
3)采用反变形方法,降低局部刚性,如图4-46所示,由于增加了自由度,焊缝可以自由收缩,这样不但可以控制结构的残余变形,而巨还可以减小结构的残余应力。
4)采用合理的焊接顺序。这是工艺上比较常用巨比较有效的减小残余应力的措施。如果在焊接过程中焊缝能够比较自由地收缩,则焊后的残余应力就比较小;反之则会由于塑性变形受到阻碍而产生较大的残余应力。因此在安排焊接顺序时,应尽量采取以下方法。
①按收缩量大小先焊收缩量大的焊缝,如图4-47所示,先焊双工宇钢结构中收缩量最大的盖板对接焊缝1。
②先焊工作时受力最大的焊缝,如图4-48所示,先焊工宇梁工作时受力最大的翼缘对接焊缝1。
③拼板时应先焊错开的短焊缝,后焊直通的长焊缝,如图4-49所示,先焊1和2,后焊3。这样可使每条焊缝在焊接时都能比较自由地收缩。如果采用相反的顺序(即先焊3,再焊1和2),则由于短焊缝收缩时受限制而造成很大的拉应力。

图4-45 焊接箱形梁截面中的纵向残余应力分布
 (https://www.xing528.com)
(https://www.xing528.com)
图4-46 采用反变形降低局部刚度

图4-47 按收缩量大小确定焊接顺序
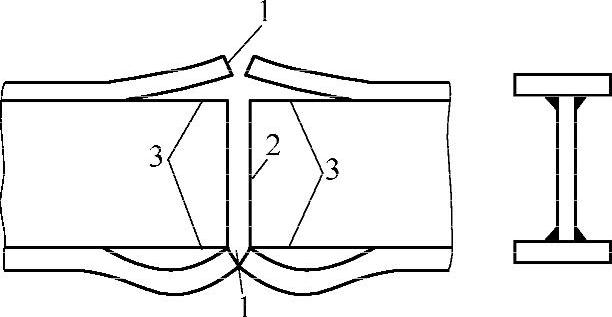
图4-48 按受力大小确定焊接顺序
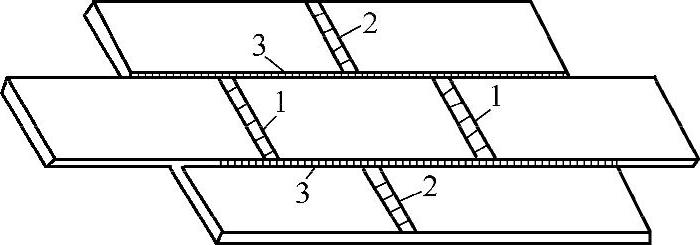
图4-49 按焊缝布置确定焊接顺序
5)加热减应力法。在焊接结构的适当部位加热使之伸长,加热区的伸长带动焊接部位,使它产生一个与焊缝收缩方向相反的变形。在加热区冷却收缩时,焊缝就可以比较自由地收缩,从而减少内应力。图4-50所示为加热部位与待焊部位不在同一截面上,当轮辐加热时,构件膨胀使得轮毂开裂处张开,而在焊后冷却时产生收缩,从而减小焊接应力。此类结构加热区域一般在两个以上,巨必须同时加热。

图4-50 轮辐、轮缘断口焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。