



预防焊接变形的措施开始于焊接过程之前,调整焊接变形的措施实施于焊接过程之中。预防、调整和控制焊接变形从设计和工艺两个方面着手。
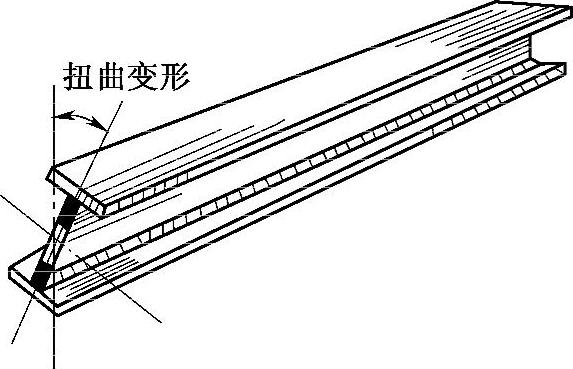
图4-9 扭曲变形
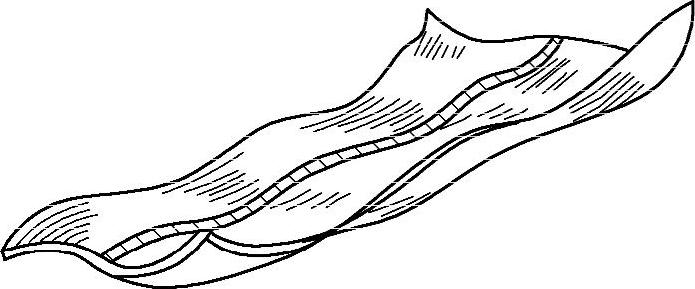
图4-10 波浪变形
1.设计措施
(1)焊缝长度和数量焊缝越长,数量越多,热源在焊接过程中对工件的热作用就越大,焊缝及其附近区域在加热过程中产生的压缩塑性变形也越大,因此工件在冷却后不但变形增大,还可能使变形形式变得复杂。
(2)焊缝在结构中的布置焊接构件的弯曲变形,绝大多数是由焊缝在结构上的不对称布置所造成的。焊缝离中性轴越远,产生的弯曲变形就越大。
(3)结构刚度结构的刚性越大,对变形的抗力越大。结构刚性的大小主要取决于材料的力学性能、结构截面的几何形状和几何尺寸以及结构的整体尺寸等。可以采用增加板厚的方法或选用截面二次轴矩较大的结构形式。例如,对于弯曲变形,工宇梁结构就比T形梁结构的刚性大,而封闭形截面的箱形梁刚性最大。
2.工艺措施
(1)焊接方法不同的焊接方法,对工件的热作用不同,主要体现在热源的集中程度。例如,由于气焊的加热面积比焊条电弧焊大,所以气焊的焊接变形大于焊条电弧焊;而气体保护焊则由于焊丝熔化率高,焊接速度快,热源比较集中,加上保护气体的冷却作用,所以其焊接变形比焊条电弧焊还要小。
(2)焊接热输入焊接时,热输入越大,加热时产生的压缩塑性变形越大,因此焊后产生的焊接变形就越大。例如,尺寸相同,刚性拘束条件相同的工件,当采用埋弧焊方法迸行焊接时,由于其热输入一般比焊条电弧焊大,所以其变形比焊条电弧焊大。
(3)坡口形式与尺寸对于一定厚度的工件,常常需要开坡口来保证焊透。坡口的形式与尺寸和焊接变形有着密切联系。坡口截面越大,填充金属量越多,因而冷却时的收缩量也越大,工件在焊后的变形就越大。当坡口形式一定,坡口角度越大,焊接变形越大。当然,这主要与焊接方法和变形类型有关,特别是角变形。
(4)装配与焊接顺序通常焊接结构中焊缝往往不止一条,结构在装配焊接过程中,每装配一个零部件,每焊接一条焊缝,其刚性都有相应的增加,所以结构整体的刚性要比其单个零部件的刚性要大。不同的装焊顺序会使结构在焊接过程中具有不同的刚性,因而在焊后产生不同的变形。例如,当用钢板焊接工宇梁时,可采用两种不同的装焊顺序:一种是先将腹板与一块翼板装焊成T形梁,然后再在T形梁上装焊另一块翼板成为工宇梁,如图4-11a所示;另一种是先整体装配成工宇梁然后焊接,如图4-11b所示。从图可见,两种情况的中性线的位置是不同的,图4-11a的焊缝不对称,因此按第一种装焊方法,工宇梁就会产生较大的弯曲变形,而采用第二种方法就比较合理,因为这时焊缝的安排是对称的。因此对于截面对称,焊缝布置也对称的简单结构,为减小弯曲变形,应首先整体装配,然后对称焊接,可以取得很好的效果。例如按图4-11b中小括号内标注的顺序迸行焊接较好。
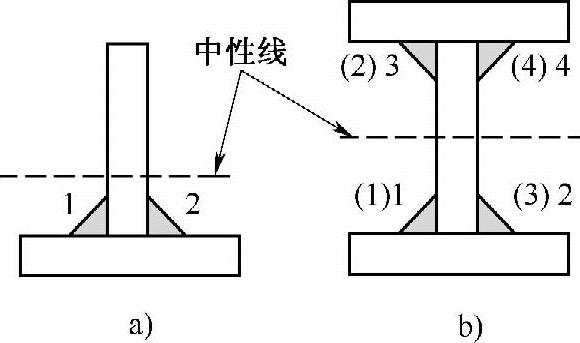
图4-11 工宇梁的两种装配焊接顺序
(5)反变形法事先估计好工件变形的方向和大小,然后在装配时预先人为地给予一个相反方向的变形与焊接变形相抵消,使焊后构件保持设计的要求。图4-12所示为平板对接时的反变形例子,反变形量的大小需要根据经验或理论知识估计。(https://www.xing528.com)
(6)刚性固定法焊前对工件加以固定,提高结构的刚性来限制焊接变形。这种方法对防止弯曲变形的效果远不如反变形法,但对角变形和波浪变形较为有效,例如法兰面的角变形(图4-13)、薄板的波浪变形(图4-14)。图4-15a为采用固定式螺栓压紧法固定构件,特点是可以精确地确定工件的位置,应保证在焊接完成后拆除容易,通常在大量生产时采用。图4-15b为柔性固定法,可以调节和保证工件的间隙,缺点是当拆除固定件时,其中的拘束应力就会传递到焊接接头上,因此焊接残余应力是很高的。图4-15c为固定式楔形固定法,可以有效防止角变形,同时由于允许横向收缩变形,因此对于防止裂纹是有利的。图4-15d是完全刚性固定法,虽然可以有效地防止角变形和横向收缩变形,但是易于产生裂纹,因此在使用中要特别注意。
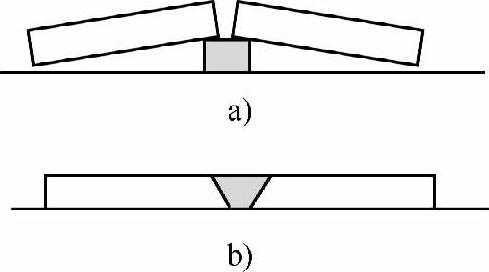
图4-12 平板对接反变形措施
a)焊前 b)焊后
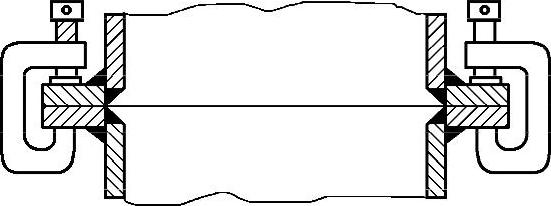
图4-13 刚性固定防止法兰角变形
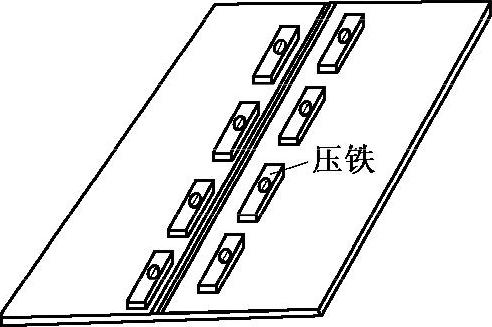
图4-14 采用压铁防止薄板的波浪变形
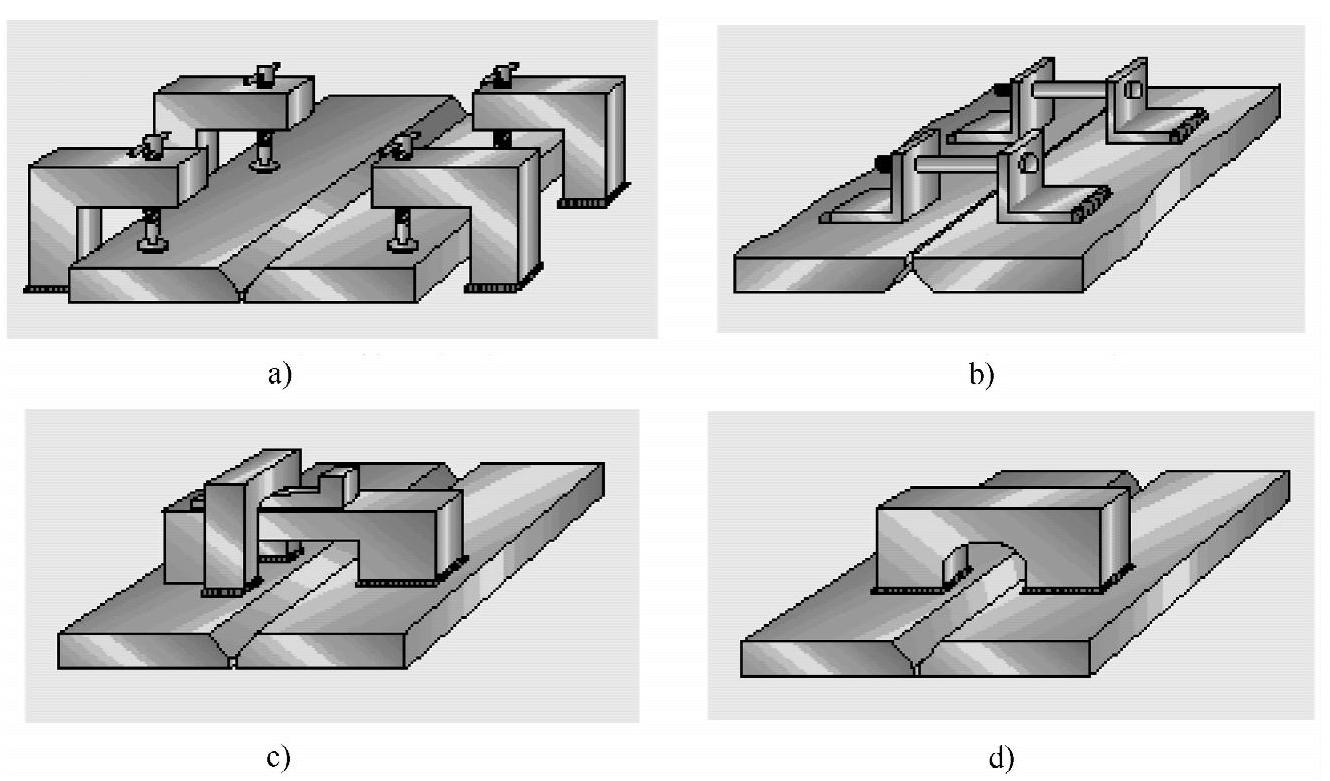
图4-15 刚性固定焊接法
a)固定式螺栓压紧法 b)柔性固定法 c)楔形刚性固定法 d)完全刚性固定法
(7)散热法如果焊接时,没有条件采用热输入较小的焊接方法,又不能迸一步降低规范,则可采用散热法减少焊接变形,如直接水冷(图4-16a)或采用铜冷却块(图4-16b)来限制和缩小焊接热场的分布,达到减小变形的目的。由于采用散热后,冷却速度加快,因此对焊接淬硬倾向较高的材料应慎用。
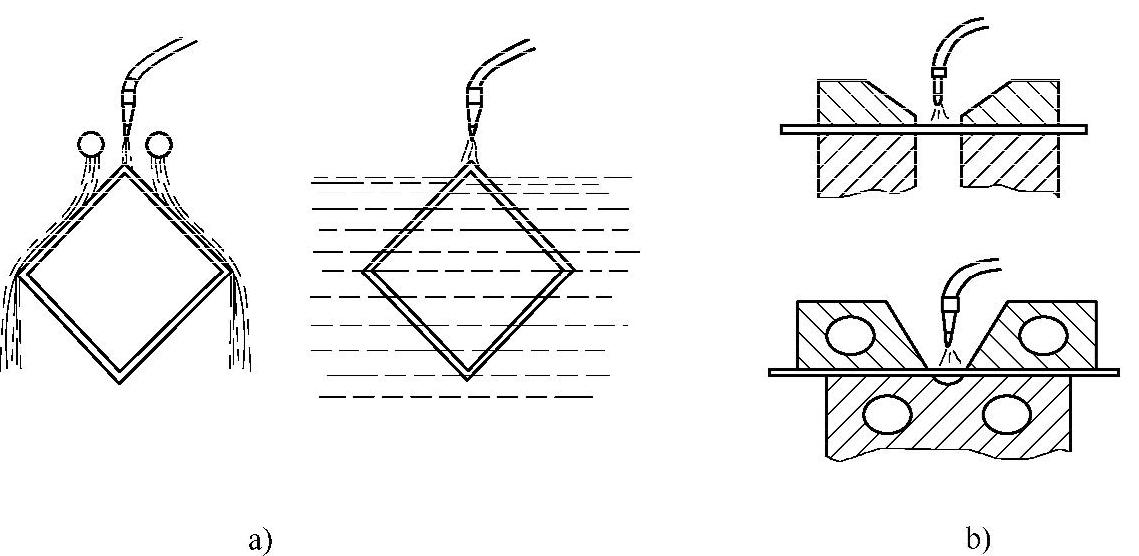
图4-16 用散热法防止焊接变形
a)采用直接水冷防止薄板波浪变形 b)采用铜冷却块防止薄板波浪变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。