



焊接残余变形是指焊接完成后残存于工件中的变形。在不引起混淆的情况下,后文中焊接残余变形均称为焊接变形。从产生的本质上来讲,焊接变形可以分为两大类,一类是收缩变形,包括纵向收缩变形和横向收缩变形。收缩变形的本质是由于焊接不均匀的温度场导致的塑性变形所致;另一类是派生变形,是指由于收缩变形在结构中自身分布或结构特点所引起的变形,下面分别描述。
1.收缩变形
焊接引起的变形本质上表现为收缩变形。从产生机理来讲,一方面熔化的焊缝金属在冷却过程中产生收缩,另一方面是由于焊接时的热膨胀受到约束而在焊接区域附近产生的压缩塑性变形并在随后的冷却过程中部分保留下来。收缩变形的形态自然是三维的,但对于平板焊接状态,可以理解为包括沿焊接方向的纵向收缩变形和沿垂直于焊接方向的横向收缩变形,如图4-6所示。通常沿焊接方向的变形称为纵向变形,用ΔL表示;垂直于焊缝方向的变形称为横向变形,用ΔB表示。
(1)纵向收缩变形的工程估算细长构件如梁、柱等的纵向焊缝所引起的纵向收缩变形,一方面取决于焊缝及其近缝区与焊接热输入和焊接工艺相关的不协调应变大小及其分布,另一方面取决于工件长度和截面积。
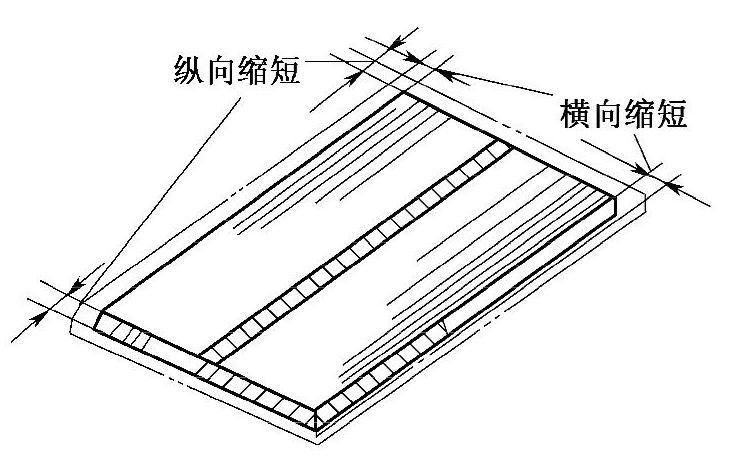
图4-6 基本收缩变形
对于单道焊,其焊缝纵向收缩量ΔL(单位cm)可由下式估算:
ΔL=0.86×10-6qwL (4-4)
式中 qw——焊接热输入(J/cm);
L——焊缝总长度(cm)。

式中 U——焊接电压(V);
I——焊接电流(A);
v——焊接速度(cm/min);
η——电弧热效率(焊条电弧焊0.7~0.8,埋弧焊0.8~0.9,CO2焊0.7)
如果未确定焊接参数,则可以根据焊缝金属截面积FH或角焊缝焊脚尺寸K确定焊接热输入qw,见表4-1(用于低碳钢和屈服强度低于350MPa的合金钢)。
表4-1 焊接热输入与K及FH的近似关系

对于多道焊,后道焊缝对前道焊缝有重叠,不协调应变也有重叠,因此FH改为一道焊缝的截面积,再乘以系数κ。

式中 n——焊道数;
σs——下屈服强度(MPa);
E——母材的弹性模量。
对于两面各有一条相同角焊缝的T形接头构件的纵向收缩,取一条焊缝的FH,再乘以1.3~1.45。奥氏体钢构件的变形值大于低碳钢,应乘以系数1.44;对于长度为a,间距为l的断续焊缝,其ΔL应乘以系数a/l。
对于细长构件的ΔL/L约为1/1000,也就是说1m长的焊缝,纵向收缩大约为1mm。对于中等厚度的低碳钢板,对接焊缝的收缩量为15~0.3mm/m,连续角焊缝为0.2~0.4mm/m,断续角焊缝为0~0.1mm/m。对于线胀系数大的材料(如不锈钢、铝合金等),焊缝收缩量大,可适当增加收缩值。
(2)横向收缩变形的工程估算单道对接焊缝中的横向收缩变形主要是因为热源附近高温区金属的热膨胀受到拘束而产生了塑性应变,熔池凝固后,焊缝附近金属开始降温而收缩,这是焊缝横向收缩变形的主要部分,而焊缝本身的收缩仅占总收缩量的10%左右。(https://www.xing528.com)
在钢结构上,单道对接焊缝的横向收缩量ΔB要比纵向收缩量ΔL大得多,可用式(4-7)估算:

式中 A——经验系数(电弧焊1.0~1.2,电渣焊1.6);
α——线胀系数;
c——比热容;
ρ——密度;
δ——板厚。
在角焊缝和堆焊焊缝上,横向收缩比对接时小;厚板开坡口焊接时,ΔB值逐层递减;V形坡口的ΔB值比X形坡口和U形坡口都大;坡口角度和间隙越大,ΔB值也就越大;在同等条件下,气焊最大,电弧焊次之,高能束焊最小。
2.派生变形
焊接的派生变形可以理解为收缩变形在焊接结构中的具体表现形式,它与结构及其约束状态有关。常见的派生变形有以下几种。
(1)弯曲变形指工件在焊接后发生的弯曲或挠曲变形,如图4-7所示。弯曲变形的产生可由焊缝的纵向收缩(图4-3a)和横向收缩(图4-3b)引起。工件产生弯曲变形的根本原因是工件中的收缩变形不对称或不均匀,例如焊缝偏离结构截面重心线或不对称于结构,引起焊缝收缩变形偏离结构截面重心线或不对称于结构。

图4-7 焊接弯曲变形
对于构件由焊缝纵向收缩引起的弯曲或挠曲变形可由式(4-8)估算:

式中 f——构件弯曲度或挠度(cm);
e——焊缝中心到构件截面中性轴的距离(cm);
L——工件长度(cm);
I——工件截面二次轴矩(cm2)。
(2)角变形焊后构件的平面围绕焊缝轴线产生的角位移(图4-8a),经常发生在堆焊、对接、搭接和丁宇接头的焊件中,如图4-8b所示。产生角变形的根本原因是焊缝的横向收缩变形在板厚度方向上的不均匀分布。焊缝正面的变形大,背面的变形小,由此造成了构件平面的偏转。
(3)扭曲变形焊后构件的两端面间发生相对角位移,如图4-9所示。产生这种变形的原因可能与焊缝角变形沿长度L的分布不均匀性和工件的纵向错边有关,也和焊缝的位置及焊接顺序有关。
(4)波浪变形焊后构件平面皇波浪状,如图4-10所示。这种变形通常发生在薄板焊接中。产生波浪变形的原因是焊缝收缩时产生的残余应力超过了薄板结构的临界失稳应力。由此波浪变形有时也称之为失稳变形。
应该指出,以上讨论的焊接变形在焊接结构中通常并不是单独出现的,而是几种变形同时出现,也是相互影响的。在分析具体结构的焊接变形时,应根据实际情况迸行具体分析,抓住主要的变形形式,忽略次要的变形。

图4-8 角变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。