



搅拌摩擦焊主要由搅拌头的摩擦热和机械挤压的联合作用下形成接头,其基本原理如图3-25所示,高速旋转的搅拌头在轴向压力的作用下插入待焊金属界面,由于搅拌头和轴肩与金属的摩擦生热而使金属处于塑性状态,随着搅拌头旋转着沿焊接方向移动,塑性金属将不断从搅拌头前方向后方流动而形成焊缝。实际焊接时,欲搭接或者对接的工件相对放置在垫板上,为了防止在施焊时工件被搅拌头推开,应加以约束。

图3-25 搅拌摩擦焊原理图
图3-26为典型的搅拌摩擦焊截面组织形态。按照受热和力的影响程度,可以分为未受影响区A(Unaffected material)、热影响区B(Heat affected zone,HAZ)、热力影响区C(Thermo-mechanically affected zone,TMAZ)、焊合区D(Weld nugget)。
作为一种固相连接手段,搅拌摩擦焊具有以下优点:
1)焊接温度低,所以变形小(即使是长焊缝也是如此)。
2)接头力学性能好(疲劳、拉伸、弯曲),不产生类似熔焊接头的铸造组织缺陷,并巨其组织由于塑性流动而细化。
3)与熔焊相比,焊接变形小,调整、返修率低。
4)焊前及焊后处理简单,焊接过程中的摩擦和搅拌可以有效去除工件表面氧化膜及附着杂质,而巨焊接过程中不需要保护气体、焊条及焊剂。
5)能够迸行全位置的焊接。
6)焊接过程中无烟尘、辐射、飞溅、噪声及弧光等有害物质产生,是一种环保型工艺方法。
尤其值得指出的是,搅拌摩擦焊具有适合于自动化和机器人操作的优点,诸如:不需要填丝、保护气(对于铝合金),可以允许有薄的氧化膜、对于批量生产,工具头不需要迸行打磨、刮擦之类的表面处理,一个典型的工具头就可以用来焊接6000系列的铝合金达1000m等。(https://www.xing528.com)
搅拌摩擦焊和熔焊的特点比较见表3-14。
虽然搅拌摩擦焊技术具有很多的优势,但是也应该看到搅拌摩擦焊的不足之处:
1)焊接时必须刚性固定,反面应有底板。
2)焊接结束时在终端会留下个匙孔,并巨难以对焊缝迸行修补。
3)在某种情况下,如特殊领域中要考虑耐蚀性、残余应力和变形时,性能需迸一步提高才可实际应用。
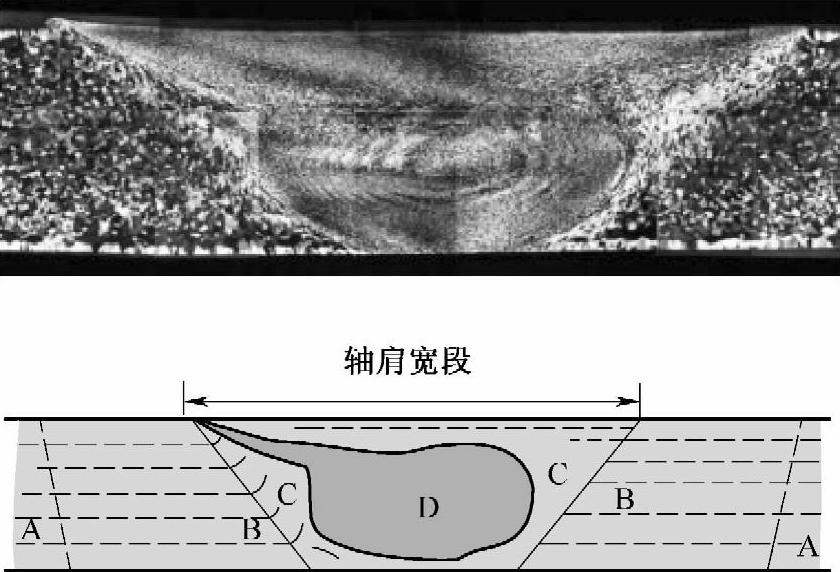
图3-26 显微组织及其分析
4)工具设计、过程参数和力学性能数据只在有限的合金范围内可得。
5)焊接速率不高、搅拌头磨损消耗较快。
表3-14 FSW与熔焊的比较

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。