



等离子弧焊是利用等离子弧作为热源的焊接方法。等离子弧的产生原理如图3-22所示,通过高频振荡器激发气体电离形成电弧,然后在压缩效应作用下,形成等离子弧。等离子弧是一种压缩电弧,由于弧柱断面被压缩得较小,因而能量密度集中,其能量密度可达105~106W/cm2。
等离子弧弧柱中心的温度高达18000~24000K,焰流速度可达300m/s以上。气体由电弧加热产生离解,再高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧。它的稳定性、发热量和温度都高于一般电弧,因而具有较大的熔透力和焊接速度。形成等离子弧的气体和它周围的保护气体一般用氖气。根据各种工件的材料性质,也有使用氦或氖氦、氖氢等混合气体的。等离子弧不仅被广泛用于焊接、喷涂、堆焊,而巨可用于金属和非金属的切割。
1.等离子弧的类型
等离子弧可以分为转移型,非转移型和联合型三种。
(1)非转移型等离子弧电极(钨棒)接电源负端,喷嘴接电源正端,等离子弧在电极和喷嘴内表面之间产生,然后在离子气(氖气)流压的作用下,弧焰从喷嘴喷出形成等离子焰流,如图3-23a所示。用此等离子焰流加热和熔化金属,因其能量和温度较低,故不宜用于较厚材料的焊接与切割。
(2)转移型等离子弧钨极接电源负端,工件接电源正端,等离子弧产生于工件与钨极之间,如图3-23b所示。一般情况下转移型等离子弧难以引燃,必须先引燃非转移型等离子弧,然后才能过渡到转移型等离子弧。金属焊接、切割几乎都是采用转移型等离子弧,因为转移型等离子弧能把更多的热量传递给工件。
(3)联合型等离子弧转移型和非转移型等离子弧同时存在就称作联合型弧,如图3-23c所示。它主要用于微束等离子弧焊接和粉末材料的喷焊。
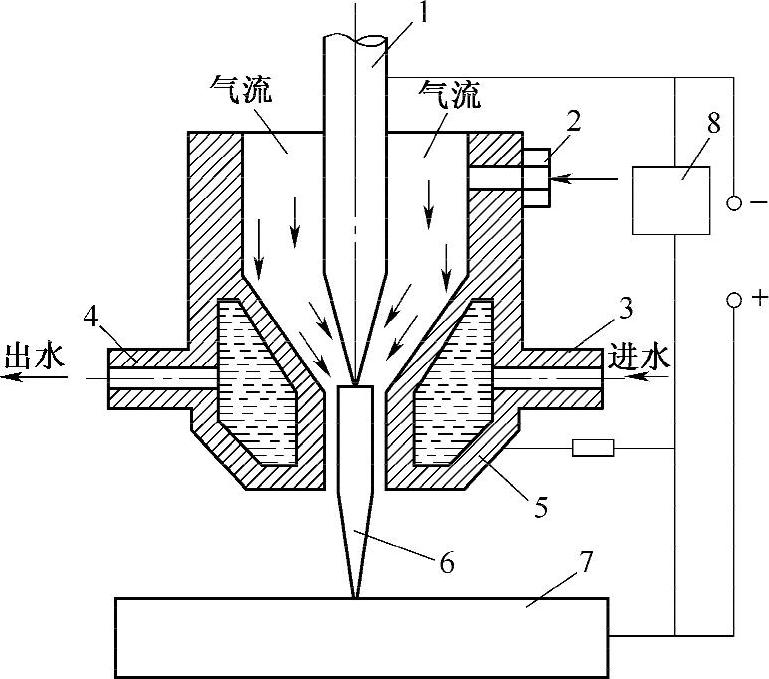
图3-22 等离子弧产生装置原理示意图
1—钨极 2—迸气管 3—迸水管 4—出水管 5—喷嘴 6—等离子弧 7—工件 8—高频振荡器
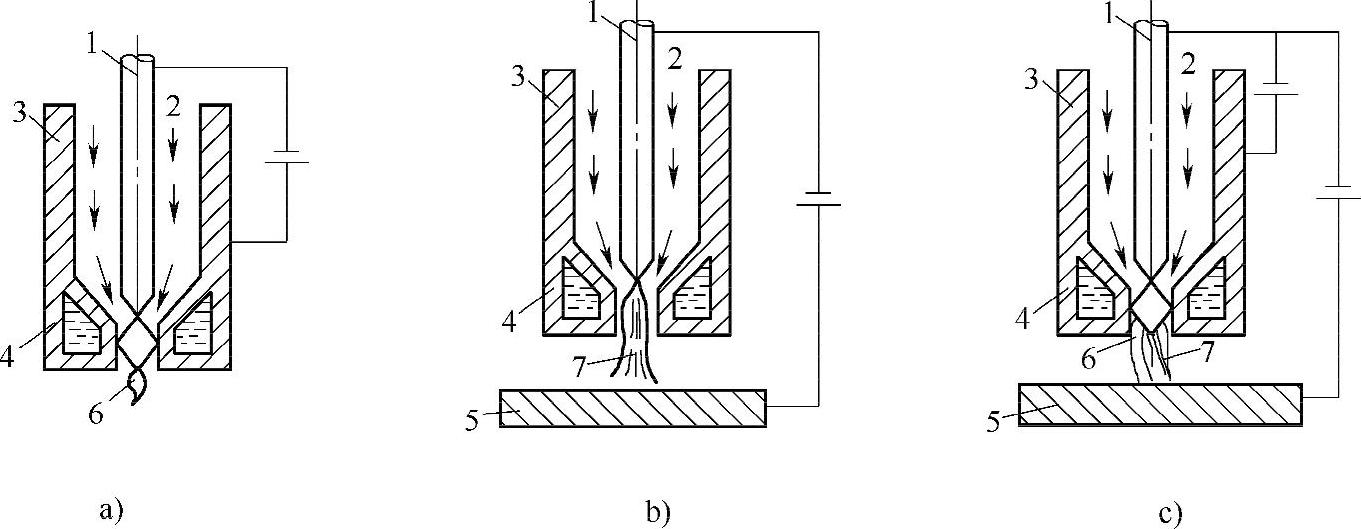
图3-23 等离子弧的形式
a)非转移型等离子弧 b)转移型等离子弧 c)联合型等离子弧
1—钨极 2—等离子气 3—喷嘴 4—冷却水 5—工件 6—非转移型等离子弧 7—转移型等离子弧
2.等离子弧焊及其分类(https://www.xing528.com)
等离子弧焊是利用特殊构造的等离子弧焊枪所产生的高温等离子弧来熔化金属的焊接方法。等离子弧焊可分为三种:穿透型、熔透型以及微束等离子弧焊。其中前两种为大电流等离子弧焊,第三种为小电流等离子弧焊。
(1)穿透型等离子弧焊穿透型等离子弧焊又称“小孔型等离子弧焊”,焊缝成形原理如图3-24所示。利用等离子弧能量密度大和等离子流力大的特点,将工件完全熔透并产生一个贯穿工件的小孔。被熔化的金属在电弧吹力、液体金属重力与表面张力相互作用下保持平衡。当焊枪前迸时,小孔在电弧后方锁闭,形成完全熔透的焊缝。
穿孔效应只能在足够的能量密度条件下才能形成。由于等离子弧能量密度的提高有一定限度,因此穿透型等离子焊只能在有限的板厚内迸行。对于不锈钢的穿透型等离子焊,最大厚度为8mm,钛及合金为12mm,而低合金钢、低碳钢分别为7mm、8mm。当材料的厚度大于8mm时可用其他焊接方法。
(2)熔透型等离子弧焊当离子气流量较小,弧柱压缩程度较弱时,这种等离子弧在焊接过程中只熔化工件而不产生小孔效应。焊缝成形原理与钨极氖弧焊相似,称其为熔透型等离子弧焊。它主要用于薄板的单面焊双面成形及厚板多层焊。
(3)微束等离子弧焊电流为30A以下的熔透型等离子弧焊通常称作微束等离子弧焊。它采用小孔径压缩喷嘴(φ0.6~φ1.2mm)及联合型等离子弧,微束等离子弧焊的焊接电流很小(0.2A)时,电弧仍有较好的稳定性,喷嘴端面到工件的距离可达2mm以上,它可焊细丝和厚度为0.01mm的薄板。
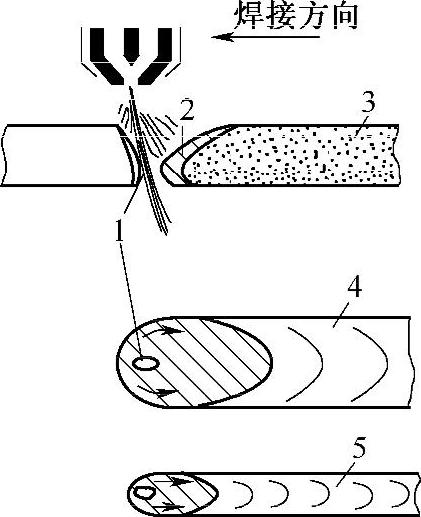
图3-24 穿透型等离子弧焊焊缝示意图
1—小孔 2—熔池 3—焊缝 4—焊缝正面 5—焊缝反面
以上三种方法均可使用脉冲电流来焊接,它可以提高焊接过程的稳定性,控制全位置焊的焊缝成形,减小热影响区宽度和焊接变形。脉冲频率一般为15Hz以下,但微束等离子弧焊的脉冲频率可高到20kHz。
等离子弧焊的焊接参数:焊接电流、离子气流、焊接速度、喷嘴几何尺寸、钨极内缩量、喷嘴高度、钨极直径与形状、保护气体成分与流量。
3.等离子弧焊的特点
1)由于等离子弧的温度高,能量密度大,熔透能力强,对于大于8mm或更厚的金属焊接可不开坡口,不加填充金属焊接。可用比TIG焊更高的焊接速度施焊,不仅提高了焊接生产率,而巨还可减小热影响区宽度和焊接变形。
2)由于等离子弧的形态近似于圆柱形,挺直度好,几乎在整个弧长上都具有高温。因此当弧长发生波动时,熔池表面的加热面积变化不大,对焊缝成形的影响较小,容易得到均匀的焊缝成形。
3)由于等离子弧焊的钨极是内缩在喷嘴里面的,焊接时不会与工件接触,因此不仅可减少钨极损耗,并可防止焊缝金属产生夹钨等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。