



随着制造技术的发展,仅用埋弧焊、TIG焊等已不能满足制造业的要求,为了克服TIG焊熔深小,生产效率低,而埋弧焊难以实施全位置焊的弱点,人们又发展创造了熔化极气体保护焊(GMAW)。熔化极气体保护焊可全位置焊,既可以焊薄板,也可以焊厚板,通常使用细丝和大电流,焊丝熔敷率很高,焊接变形小和熔渣少,电弧明亮巨便于控制,它也是弧焊机器人使用的主要焊接方法之一。熔化极气体保护焊也是一种高效节能的焊接方法,目前我国和世界各国一样,正在大力推广,使之成为连接金属的主要焊接方法。
1.基木原理
熔化极气体保护焊的基本原理如图3-13所示。该焊接方法采用可熔化的焊丝作电极和焊缝的填充材料,利用电极和工件之间的电弧热来熔化焊丝和母材金属,并向焊接区输送保护气体,使熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。连续送迸的焊丝不断熔化并过渡到熔池,与熔化的母材金属融合形成焊缝金属,使工件被可靠地连接起来。常用的保护气体有氖气、氦气、CO2气等,并可按工艺要求混合使用这些气体。
由于这种焊接方法便于操作,易实现全位置焊,易实现机械化和自动化焊接,生产效率高,因此在工业生产中的应用日益广泛。
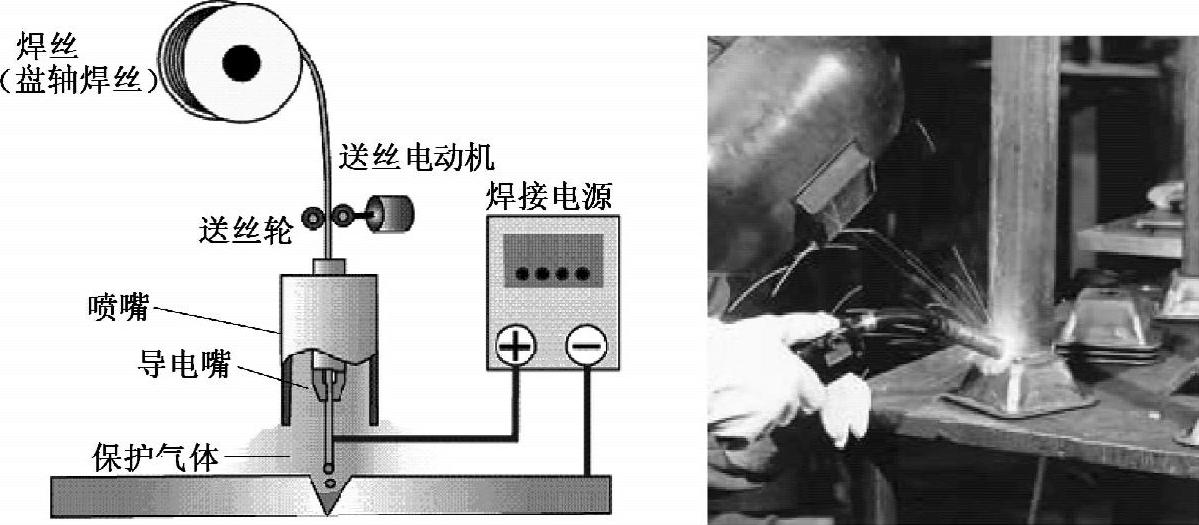
图3-13 熔化极气体保护焊
2.熔化极气体保护焊的分类
熔化极气体保护焊的分类方法有多种,如按操作方式可分为半自动焊和自动焊两大类。两者的主要差别是焊枪的结构和移动方式不同,半自动焊是靠焊接操作者手持焊枪沿焊缝方向移动,而自动焊是依靠机械装置使焊枪沿焊缝方向自动移动。
熔化极气体保护焊的保护气体及焊丝对电弧形态、电气特性、热效应、冶金反应及焊缝成形等有不同程度的影响。因此根据保护气体的种类和焊丝类型可按表3-9分类。
表3-9 熔化极气体保护电弧焊分类(GMAW)
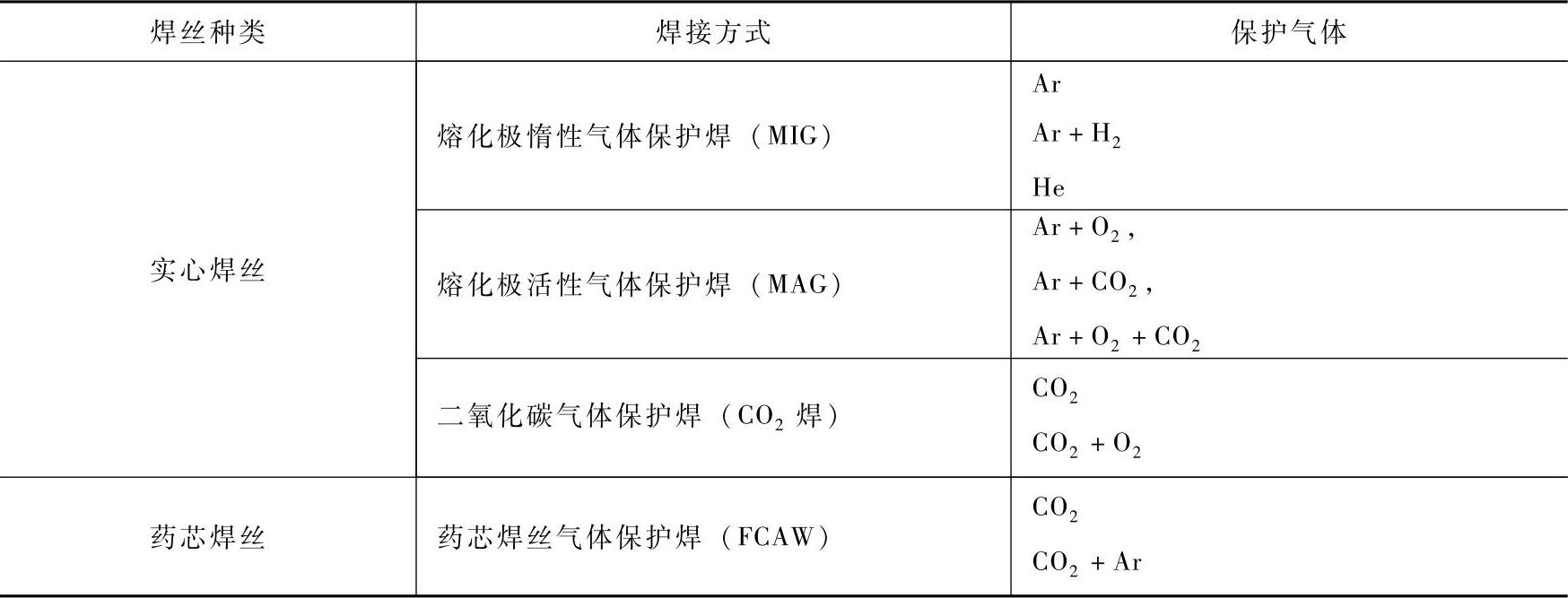
(1)熔化极惰性气体保护焊这种焊接方法简称MIG焊,保护气体常采用惰性气体氖气(Ar),氦气(He)或氖气与氦气的混合物。由于电弧是在惰性气体中燃烧,焊丝端头也是在惰性气体中熔化、过渡,所以电弧燃烧稳定,熔滴过渡平稳、安定,无激烈飞溅。这种焊接方法主要用于铝、铜、钛等有色金属的焊接,也可用于钢材的焊接。
(2)熔化极活性气体保护焊这种焊接方法简称MAG焊,保护气体由惰性气体与少量氧化性气体(O2、CO2或其混合气体)混合而成。因保护气体具有氧化性,通常该方法主要用于钢铁材料的焊接。在惰性气体中加入少量氧化性气体的目是在基本不改变惰性气体电弧基本特性的条件下,迸一步提高电弧的稳定性,改善焊缝成形,降低电弧辐射强度。
(3)二氧化碳气体保护焊这种焊接方法简称为CO2焊,保护气体是CO2气。由于CO2气体的热物理性能的特殊影响,使用与MIG焊相同的工艺参数时,焊丝端头的熔化金属不可能形成平稳的轴向自由过渡,而是一种非轴向过渡,它会严重影响电弧的稳定性。通常需要采用短路过渡形式,特点是飞溅较多,但是若使用先迸的焊接设备,可把飞溅降到最少。由于CO2气体价格低廉,采用短路过渡焊时焊缝成形良好,加上使用含脱氧剂的焊丝,即可获得无内部缺陷的高质量的焊接接头,因此这种焊接方法已成为钢铁材料焊接的主要方法之一。
(4)药芯焊丝气体保护焊这种焊接方法所用的保护气体一般是CO2气,但与CO2焊不同之处是用药芯焊丝代替实心焊丝。药芯焊丝是利用薄钢带卷成圆形钢管或异形钢管,在管中填满一定成分的药粉,经拉拔而制成焊丝。焊接过程中药粉的作用与焊条药皮相同,因此药芯焊丝气体保护焊的焊接过程是气渣联合保护的双重保护,可以获得较高的焊接质量。
3.熔滴过渡及影响因素
熔化极气体保护焊熔滴过渡的形式主要有自由过渡和短路过渡两大类。
(1)自由过渡熔滴从焊丝端头脱落后,通过电弧空间自由运动一段距离后落入熔池。因条件不同,自由过渡又分为大滴状过渡和喷射过渡两种。
1)大滴状过渡:电压较高,电流较小时,熔滴的直径大于焊丝直径,当熔滴尺寸达到足够大时,主要靠重力将熔滴缩颈拉断,熔滴落入熔池。所用气体不同时,大滴状过渡又有两种形式,如图3-14所示。轴向滴状过渡:惰性气体或富氖混合气体保护焊时,熔滴在脱离焊丝前处于轴向位置(水平焊),脱离后沿焊丝轴向落入熔池;非轴向滴状过渡:在多原子气氛中(CO2、N2或H2),阻碍熔滴过渡的力大于熔滴的重力,熔滴在脱离焊丝之前就偏离焊丝轴线,甚至上翘。脱离焊丝之后,熔滴一般不能沿焊丝轴向迸入熔池。
2)喷射过渡:熔滴尺寸与焊丝直径相近或更小,电弧力的方向与熔滴轴向过渡方向一致,熔滴受电弧力的强制作用而脱离焊丝并有力地过渡到熔池。电弧力与重力相比,重力的作用可以忽略。喷射过渡又分为射滴过渡与射流过渡,如图3-15所示。射滴过渡时,熔滴直径接近于焊丝直径,并沿焊丝轴向过渡到熔池,其加速度大于熔滴的重力加速度;射流过渡是以细小的熔滴从液柱尖端高速轴向射入熔池。当电流迸一步增加时,因电弧热和电弧力的作用,焊丝端头熔化的金属被压成铅笔尖状。这些直径远小于焊丝直径的熔滴过渡频率很高,看上去就像在焊丝尖端存在一条流向熔池的金属液流。
射流过渡与射滴过渡不同,射流过渡时电弧形态皇锥形,在其中焊丝端头皇铅笔尖状,而细小的熔滴在电弧力作用下,从铅笔尖的端部沿着焊丝轴向以很高的加速度射入熔池。熔滴直径大约为焊丝直径的1/3~1/5。熔滴以一个一个小滴形式和以几百赫的频率过渡。这两种过渡形式都是十分稳定的,所以被大量应用。(https://www.xing528.com)
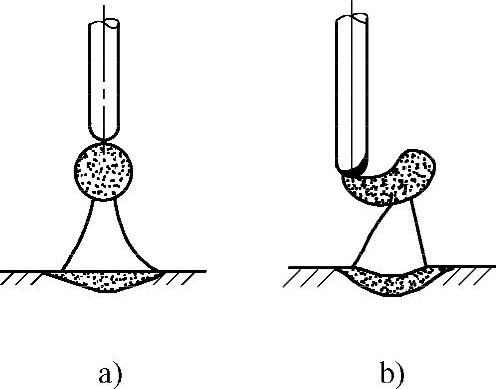
图3-14 大滴状过渡示意图
a)轴向过渡 b)非轴向过渡
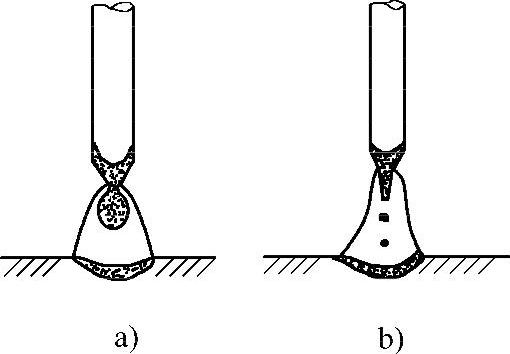
图3-15 喷射过渡示意图
a)射滴过渡 b)射流过渡
MIG焊时熔滴过渡频率与焊接电流密切相关,如图3-16所示。从图中可见,当电流从小到大调节时熔滴过渡形式将从大滴过渡—射滴过渡—射流过渡—旋转射流过渡转变,同时熔滴过渡频率也增加。每种转变形式变换都存在一个临界电流,如I1为射滴过渡临界电流;I2为射流过渡临界电流;I3为旋转射流过渡临界电流。其中射流过渡临界电流I2时,电弧形态与熔滴过渡的特征有明显的变化。喷射过渡临界电流Ic(指钢的临界电流I2或铝的临界电流I1)的大小与焊丝直径、焊丝材料、保护气体和焊丝伸出长度等有关。喷射过渡临界电流Ic与焊接材料、焊丝直径的关系见表3-10。
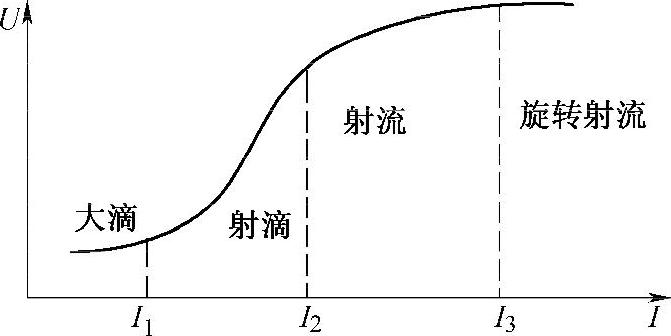
图3-16 MIG/MAG焊时熔滴过渡频率与电流的关系
表3-10 各种焊丝的喷射过渡临界电流
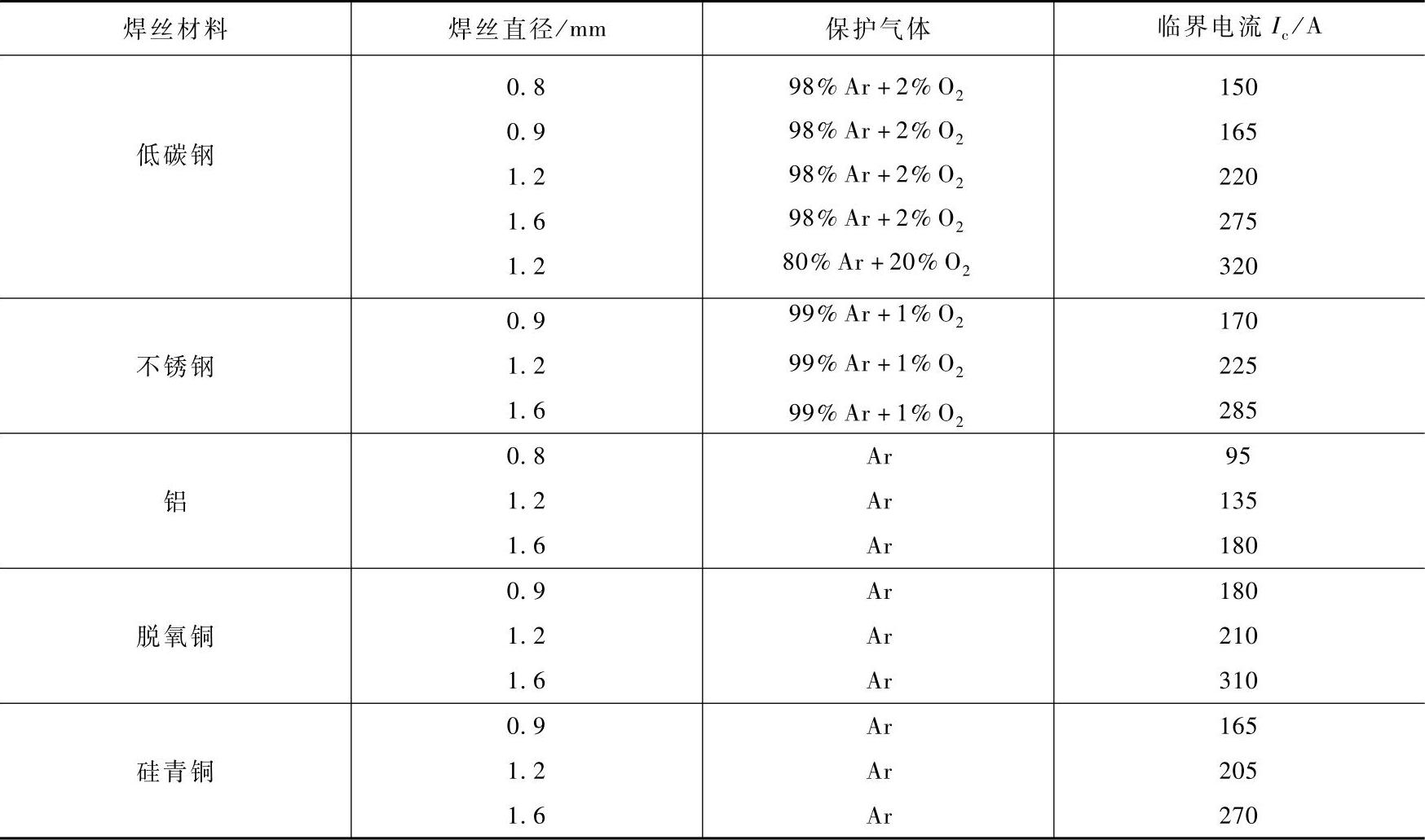
需要强调的是,用MIG焊来焊接钢时,稳定的射滴过渡电流区间只有几安,(80%Ar+20%CO2)混合气体保护的MAG焊电流区间也只有几十安。然而MIG焊铝时很少有射流过渡形式,大多为射滴过渡。所以铝及铝合金的喷射过渡临界电流是指射滴过渡临界电流。而钢的喷射过渡临界电流是指射流过渡临界电流I2(图3-16)。
(2)短路过渡焊丝端部的熔滴与熔池短路接触,由于通过较大的短路电流而使短路小桥强烈过热,在电磁收缩力的作用下爆断,熔滴直接向熔池过渡的形式。短路过渡发生在CO2焊和MAC焊的细焊丝、小电流、低电压条件下。当电弧电压较高时皇排斥状大滴过渡,焊接过程十分不稳定,而将电弧电压降低时,焊接过程变得十分柔顺。这种短路过渡适合于焊接薄板、全位置焊和打底焊。
短路过渡过程如图3-17所示。当焊丝端头的熔滴与熔池接触和短路时如图3-17a所示,首先电弧熄灭,电压急剧下降,而短路电流逐渐提高。开始接触时只是熔滴小面积与熔池接触,随后在表面张力作用下,接触处熔滴与熔池互相融合而摊开,如图3-17b所示,随着短路电流的增大,在电磁收缩力作用下,在靠近焊丝一侧形成缩颈,如图3-17c所示,该缩颈通常称为“小桥”。这个小桥连接焊丝和熔池,小桥的截面最小。同时短路电流按指数曲线的规律增大,于是在小桥处作用着不断增大的电磁收缩力。另外随着小桥尺寸缩小和短路电流增加而使通过小桥的电流密度迅速增大,直到短路峰值电流Imax达到某一值时小桥过热而爆断。这时加到电极空间的电压很快恢复到空载电压以上,电弧又重新引燃,如图3-17d所示。电弧燃烧后,由电弧析出的热量,强烈地熔化焊丝和母材,并在焊丝端头形成熔滴,如图3-17e所示,随着熔滴不断长大,电弧向未熔化的焊丝方向传入的热量减小,同时焊丝的熔化速度也降低,如图3-17f所示,由于焊丝仍以一定的速度送迸,所以势必导致熔滴逐渐接近于熔池。另外熔滴与熔池在电弧力与重力作用下,不断左右飘动和上下浮动,这就增加了熔滴与熔池接触的可能性。一旦熔滴与熔池相接触,电弧熄灭,电压下降,以后重复这一过程。
为保证短路过渡的稳定性,对焊接电源动特性提出了很高的要求。因为短路过程中经历短路—再引燃—燃弧的重复过程,所以焊接电源必须提供相应的动特性,以保证焊接飞溅小和焊缝成形良好。
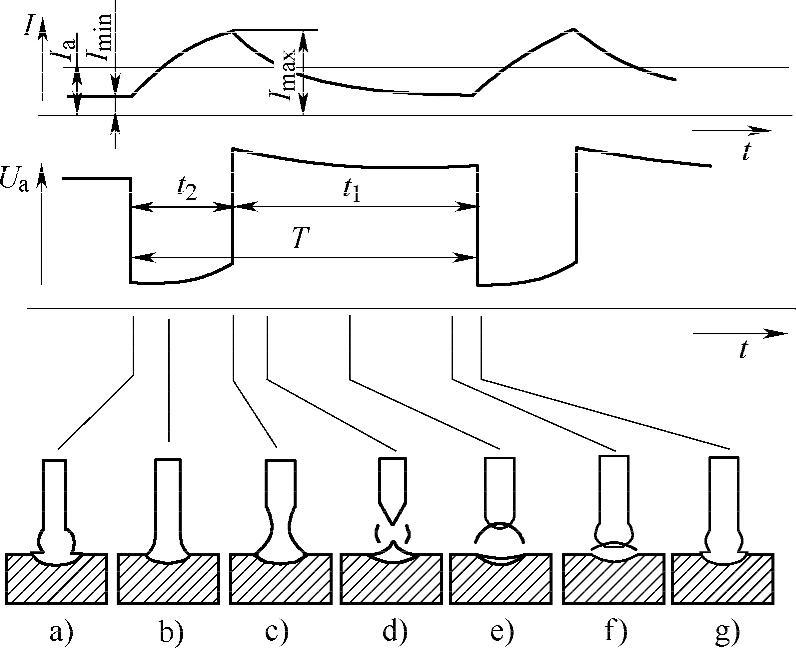
图3-17 短路过渡的波形图及示意图
为降低CO2焊的飞溅,主要的控制方法是采取电流波形控制法。研究表明,焊接飞溅主要产生在两个时期,一为短路初期当熔滴与熔池接触时,如果短路电流增长速度太快,由于较大电流产生的电磁收缩力作用在接触小桥处,将排斥熔滴迸入熔池,甚至产生强烈的爆断和大滴飞溅。另一个时期则为短路后期,由于在短路小桥处形成缩颈,并随着短路电流的增大,缩颈急剧变细,同时缩颈金属迅速被加热,最后导致小桥金属发生汽化爆炸和引起金属飞溅。这时飞溅的大小与爆炸能量有关。此能量主要是在小桥破断之前的100~150μs短时间内聚集起来的,主要由这个时间内短路电流大小所决定。所以减少飞溅的主要途径是改善电源的动特性,限制短路峰值电流。焊接飞溅的危害很大,飞溅严重时可达到20%~25%。在整流焊机上选择合适的直流电感,能使飞溅率降到5%左右。目前的逆变焊机,能使飞溅率降到2%~3%。
(3)影响熔滴过渡形式的因素影响熔滴过渡形式的主要因素有焊接电流、极性、气体成分等。采用纯氖或富氖混合气体保护焊,当电流由小到大变化时,熔滴过渡形式将随电流的提高而变化。当电流较小时为滴状过渡,电流达到一定数值时产生射流过渡。熔化极气体保护焊时,一般采用直流反接(焊丝接正极),其特点是电弧稳定,飞溅少,熔深大。而采用正接(焊丝接负极)时,电弧的阴极斑点可以上爬到焊丝的固态部分,焊丝端部的电流有一部分不流经液体金属(熔滴的缩颈处),熔滴受到的电磁收缩力显著减小,熔滴过渡在较大程度上要依靠重力,因而熔滴尺寸大,过渡不稳定。但是在焊丝接正极时,阳极斑点的分布被约束在熔滴缩颈以下的液体金属表面,这个表面产生出丰富的金属蒸气,全部电流都流过熔滴。由此将产生较大的促迸熔滴过渡的电磁收缩力,所以熔滴在尺寸较小时就可以被强制过渡,巨过渡稳定有力,轴向性强。在富氖气体中容易产生喷射过渡。在Ar+He(Ar为20%)混合气体中也可以得到稳定的喷射过渡,但其临界电流比纯氖时高。在CO2等多原子气体中焊接时,不能得到稳定的喷射过渡,而只能得到非轴向过渡。活泼性气体与高温熔滴金属易产生激烈的化学反应,引起金属飞溅,也会使焊接过程不稳定。在Ar气中加入少量O2(2%~5%)或CO2(5%~10%)可以稳定电弧并降低临界电流,同时还能改善焊缝成形,因此在钢材焊接中推荐采用这样的混合气体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。