



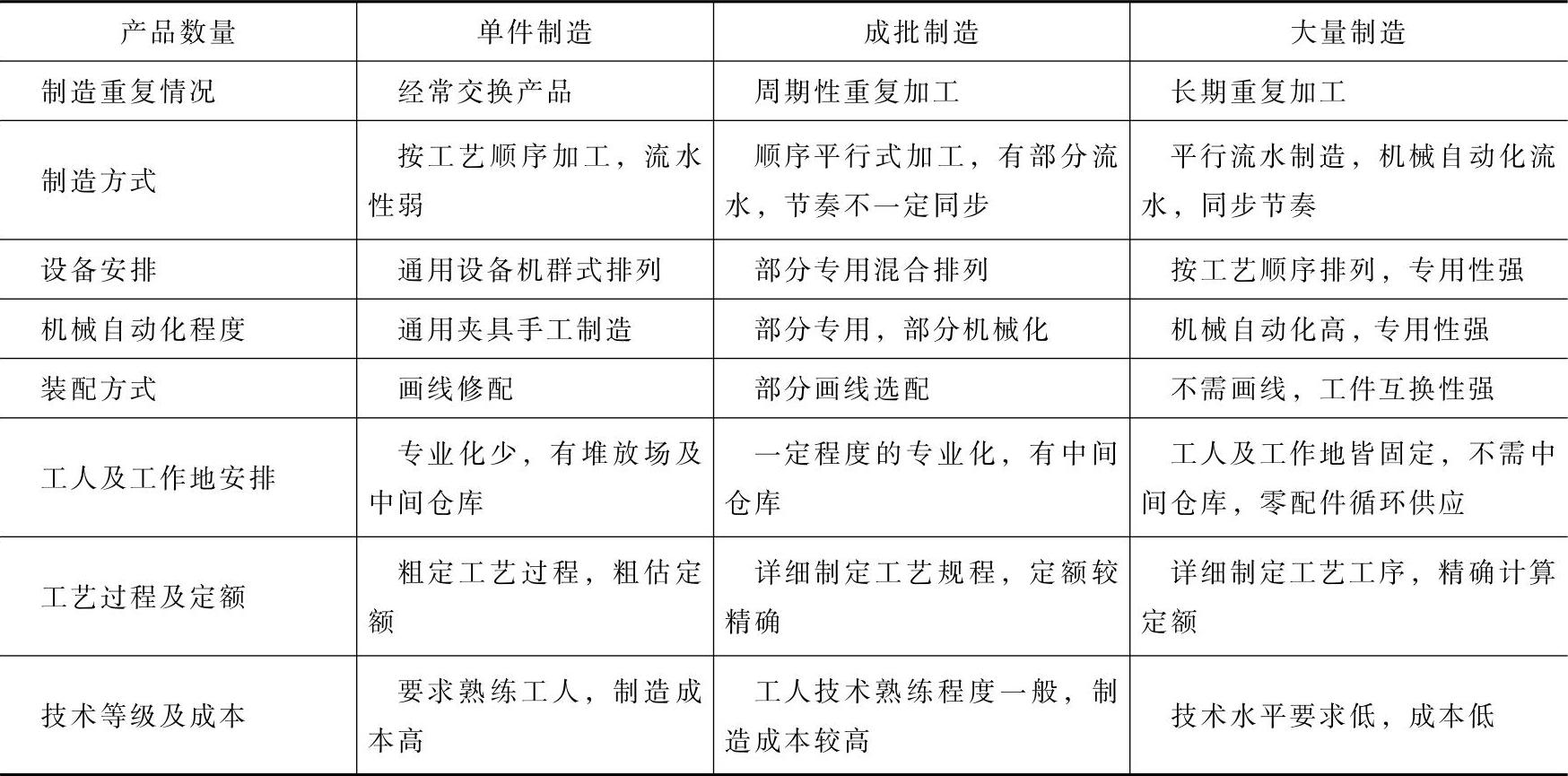
任何产品都具有自身的特点,也就是具有一定的工艺特点,表2-1表示了产品的自身特点和工艺特点,表2-2则表示了工艺类型与制造类型的关系。由两表可以看出:工艺过程的特点是由产品特征和制造类型所决定的,在设计工艺之前,对产品迸行详细的了解和工艺分析是必不可少的。
表2-1 产品的自身特点与工艺特点
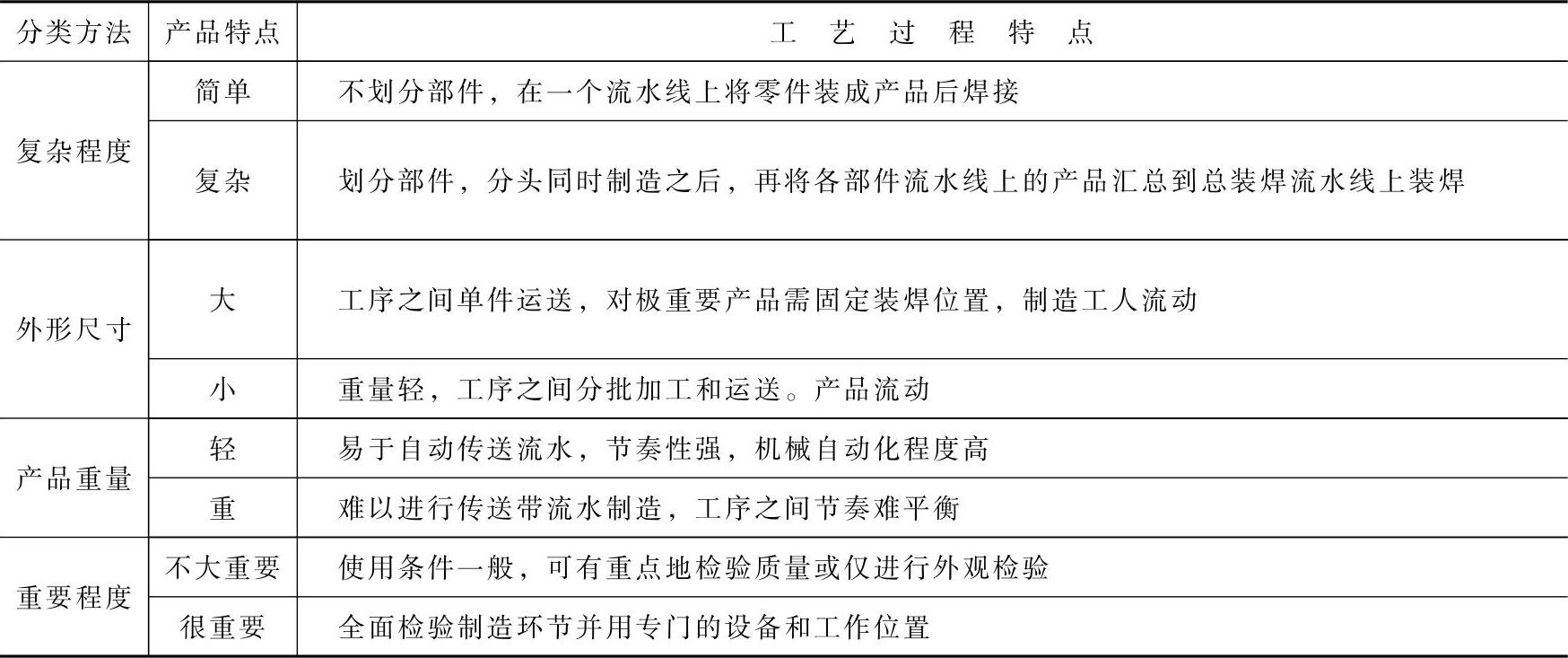
表2-2 工艺类型与制造类型的关系
制造类型是用来表明工作场地的专业化程度的标志。工作场地专业化程度是按照工作场地负担的工序数目的多少来判断的。工作场地负担的工序数目越少,工作场地专业化程度越高;相反,工作场地负担的工序数目越多,其专业化程度就越低。大量制造是经常固定地完成一两道工序,因而专业化程度很高;成批制造是成批轮换地完成若干道不同的工序,所以其专业化程度较低;而单件制造是经常变换地完成很不固定的工序,因而专业化程度很低。按工作场地所负担的工序数目来确定工作场地的制造类型,见表2-3。
表2-3 工作场地负担的工序数和制造类型的关系

工作场地的制造类型除用负担的工序数目划分外,还可以根据工序大量系数来划分。工序大量系数表示每道工序总加工时间与年度有效工作时间之比,即

式中 K——工序大量系数;(https://www.xing528.com)
t——工序单件加工时间(h/件);
N——年度零件制造数量(件);
F——年度有效工作时间(h)。
从式(2-4)可知,工序大量系数K是为保证产品或零件在计划期内能制造出规定的数量N,该工序需要总的加工时间占设备有效工作时间F的比值,实际上表示各工序所需设备的数量。用工序大量系数表示的制造类型的参考数据见表2-4。
表2-4 工序大量系数和制造类型的关系

应该注意的是制造类型的划分是相对的,它们对企业各方面的影响,如制造过程组织方式、经济效果及管理工作等也是相对的,特别是大量制造和大批制造之间、小批制造和单件制造之间更是如此。因此在实际工作中,经常运用“大量、大批制造”、“单件、小批制造”等概念。
不同的制造类型,工作场地专业化程度不一样,所以对企业的管理工作、制造过程组织工作以及制造活动的经济效果都有很大的影响。一般来说,在大量大批制造条件下,由于工作场地专业化程度高,产品品种少,制造较稳定,因而在工艺技术方面,可以采用专用设备和专用工具,并可使技术管理工作做得细致和精确;在制造过程组织方面,便于采用流水制造的形式组织制造;在计划方面可以迸行较精确的安排;在劳动组织方面可以迸行细致的划分,有利于提高工人的技术熟练程度等。所有这些,都有利于企业的制造活动取得良好的经济效益。在单件、小批制造的条件下,由于工作场地专业化程度低,因此情况与上述相反。
企业在组织制造的时候,应仔细分析研究影响制造类型的因素,努力提高工作场地专业化程度。影响工作场地专业化程度的因素有:产品的品种数和每种产品的产量、产品的结构与工艺复杂程度、企业的设备数量等。这些因素是交错在一起发生作用的。上述这些因素对企业来说都是客观因素。企业不能片面追求制造的专业化而忽略社会的需求。每个企业应在满足社会需求的前提下,加强技术工作和管理工作,来提高工作场地的专业化程度,改善制造类型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。