



图6-16是变背吃刀量法得到的由平稳状态向颤振状态转变的切削振动时域信号。在背吃刀量达到起振点时,振动幅值突然增大,颤振发生,振动能量也积累增大。图6-17是平稳切削时的振动时域信号,图6-18是切削过程发生颤振时的振动时域信号。在时域同坐标值图中比较两切削状态,可以看出,切削在颤振状态时振动幅值和振动的能量很大。
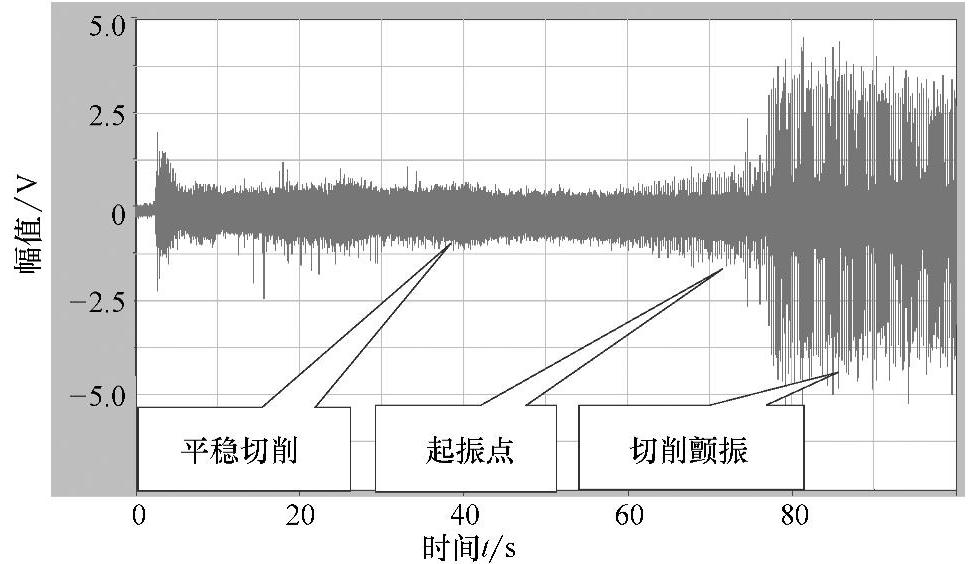
图6-16 变背吃刀量法得到的由平稳状态向颤振状态转变的切削振动时域信号
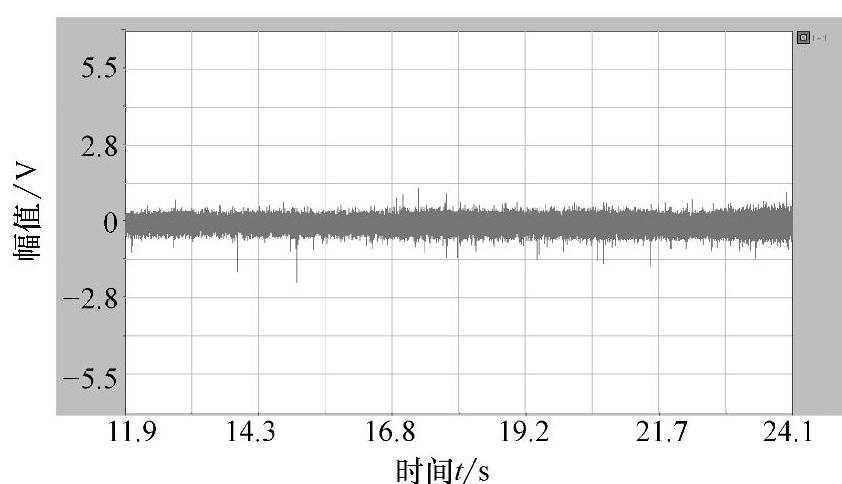
图6-17 平稳切削时的振动时域信号
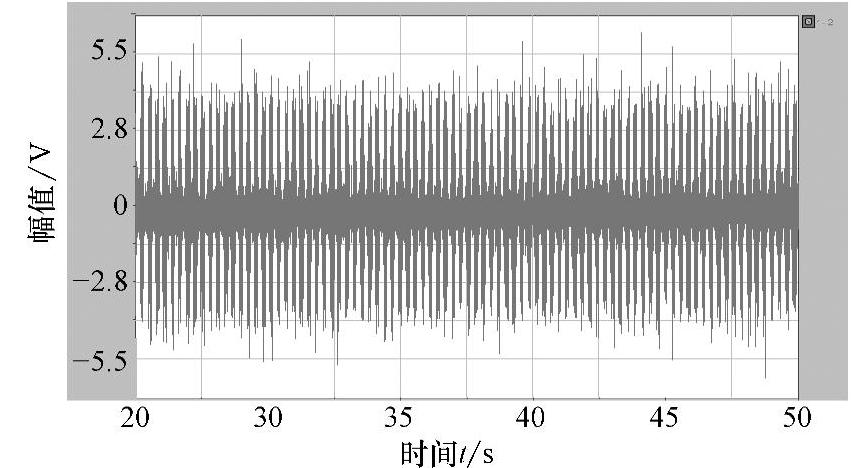
图6-18 切削过程发生颤振时的振动时域信号
图6-19是平稳状态向颤振状态转变的切削振动信号的三维频谱图,在过渡过程中,振动信号的主频带从高频段向低频段移动,能量增大并由分散变为集中。图6-20和图6-21分别为单因素实验得到的平稳切削状态和切削颤振状态的三维频谱图。观察以上三个频谱图,可以看出,平稳切削状态振动主频带大多在高频段,且频域能量很分散。由于锯齿形切屑的生成频率、机床内振源所引起的强迫振动、背景噪声频率一般都较高,而且并不集中在某频率处,是分散的,因此可以认定切削处在稳定状态时,振动信号以强迫振动和系统噪声为主,具有主频带频率范围高、频域能量分散的典型特点。在切削颤振状态,振动幅值远远大于平稳切削状态时的振动,但振动主频带的频段较低,且频域能量集中,处在工艺系统的颤振频率范围内。此时,发生强烈再生型的自激振动,并占据振动信号能量的主要地位,频域能量集中在靠近切削主振系统的固有频率附近。(https://www.xing528.com)
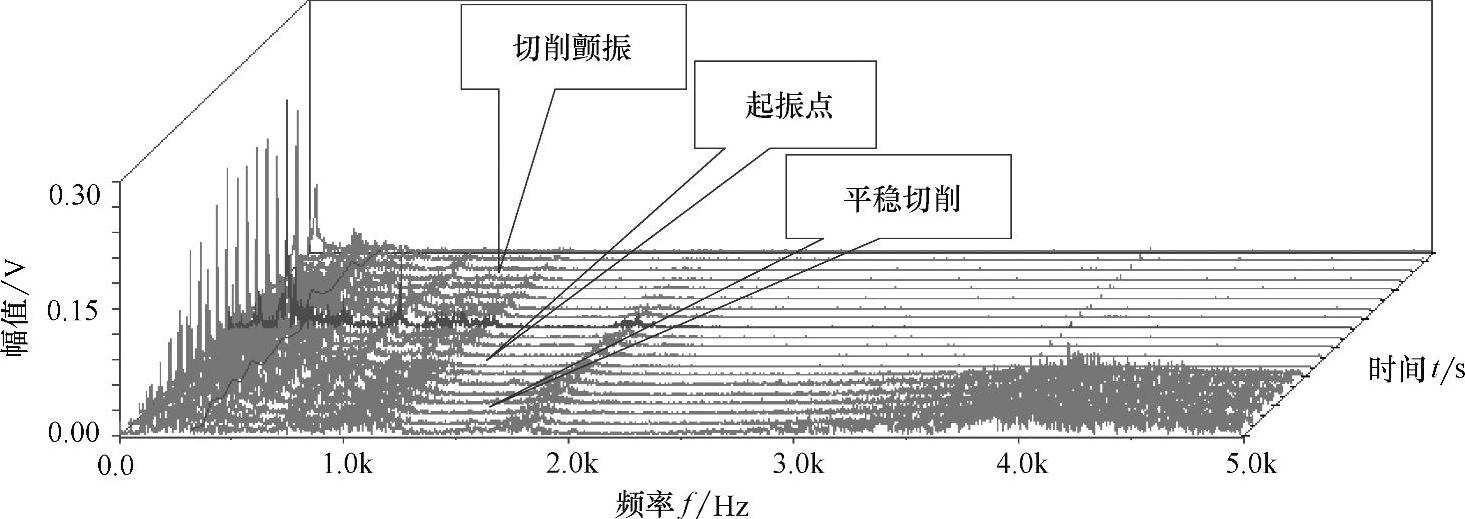
图6-19 从平稳切削状态向切削颤振状态过渡过程的三维频谱图
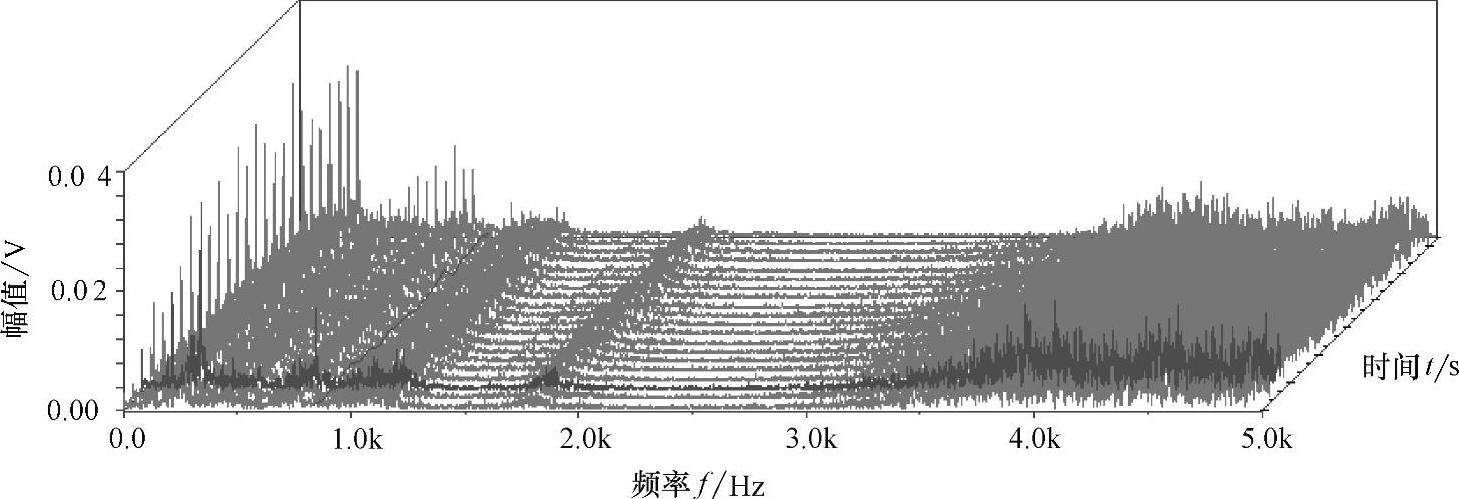
图6-20 由单因素实验得到的平稳切削状态振动信号的三维频谱图
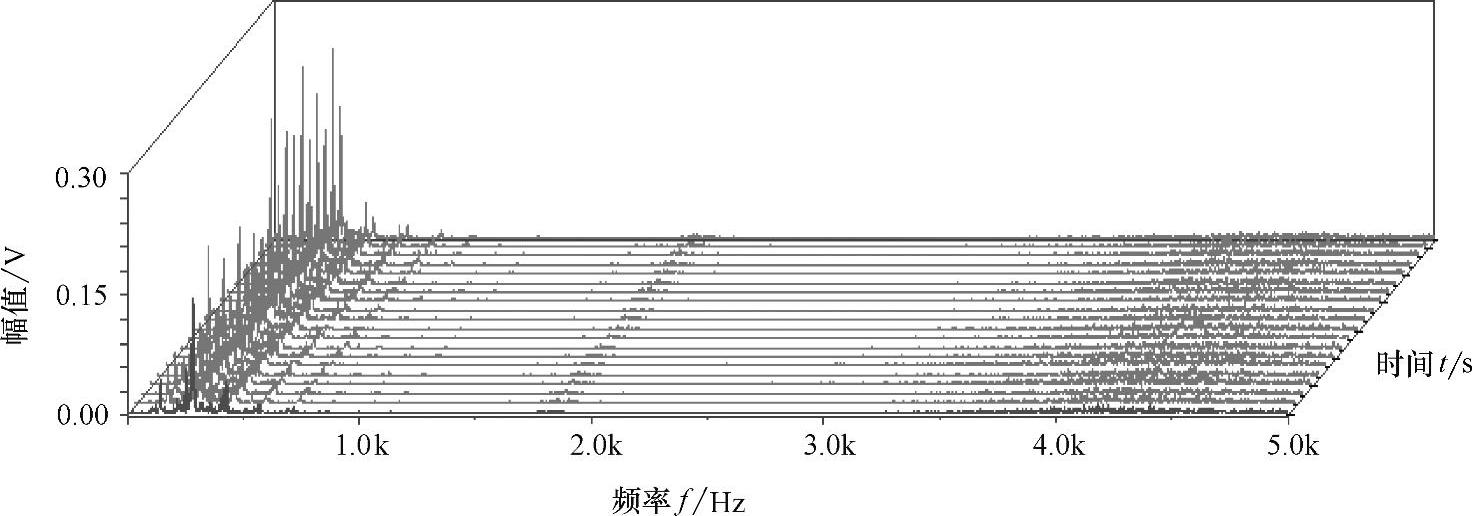
图6-21 由单因素实验得到的切削颤振状态振动信号三维频谱图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。