



切削在车床CAK6150DI上进行,实验现场如图6-1所示。采用瑞典山特维克可乐满(Sandvik Coromant)PCBN7015负前角基本形状刀片,刀尖圆弧半径分别为0.4mm、0.8mm、1.2mm、1.6mm,刀具几何参数见表6-1,刀杆为CoroTurn RC刚性夹紧DCLNR/L2020K12型常规刀杆。加工工件为淬硬GCr15钢圆柱棒料(硬度为62~64HRC、50~52HRC)。
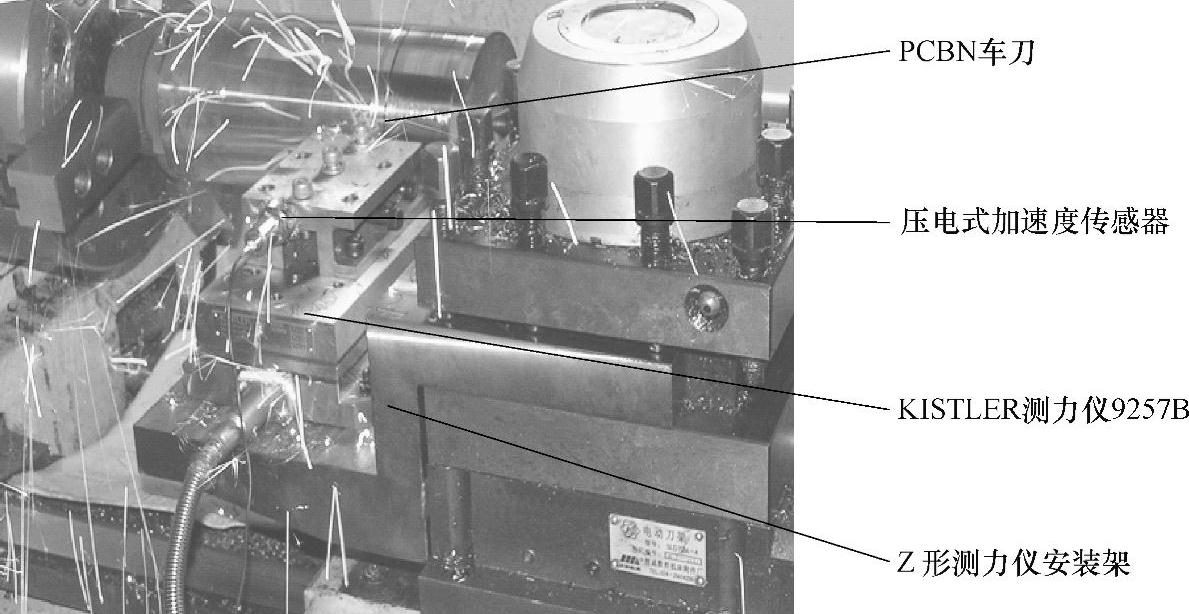
图6-1 硬态切削系统稳定性预测验证实验现场
表6-1 实验用刀具几何参数

采用瑞士KISTLER(奇石乐)三向压电测力仪测量切削力,如图6-2所示。输出的电荷信号经配套的电荷放大器(KISTLER-5070A)放大,并转换为直流电压信号,然后经中泰PCL-8355A数据采集卡进行A/D转换,实现数据采集,再通过计算机处理、分析,最终输出测量结果。实验时,将测力仪安装在测力仪架上,Z形测力仪安装架安装在车床CAK6150DI的刀架上,再将车刀刀杆装在测力仪的刀架上。为确保KISTLER三向压电测力仪测量结果的准确性,实验前须对测力仪的读数进行标定。三方向切削力标定的结果见表6-2。
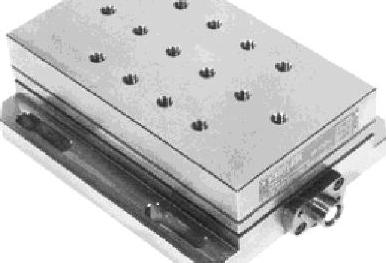
图6-2 KISTLER三向压电测力仪(https://www.xing528.com)
表6-2 三方向切削力标定的结果

采用SD1403压电式加速度传感器测量切削过程中的振动信号。传感器输出的电荷信号经SD1434电荷放大器进入WS-USB数据采集仪,实现数据采集,再通过计算机处理、分析,最终输出测量结果。
采用KEYENCE三维显微系统VHX-1000对加工表面形貌进行微观观察研究,如图6-3所示。

图6-3 采用KEYENCE三维显微系统VHX-1000对加工表面形貌进行微观观察
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。