



在进给量为f=0.1mm/r,PCBN刀具刀尖圆弧半径rε分别为0.4mm、0.8mm、1.2mm和1.6mm,工件GCr15钢硬度为62~64HRC和50~52HRC的工况下,进行淬硬钢精密切削的稳定性极限预测。图5-20是工件材料硬度为62~64HRC的不同刀尖圆弧半径的二维稳定性极限预测图,图5-21是工件材料硬度为50~52HRC的不同刀尖圆弧半径的二维稳定性极限预测图,图5-22为刀尖圆弧半径及工件硬度对硬态切削稳定性极限影响的三维预测图。
从稳定性极限预测图中可看出,切削硬度为50~52HRC工件的稳定性极限blim值,均高于对应的切削硬度为62~64HRC的GCr15钢工件的稳定性极限切削宽度blim值,即随着工件材料硬度的增加,稳定性极限切削宽度blim值减小。切削工件材料硬度越高,产生的切削力越大,系统切削刚度系数kc值也会越高,这些因素都会使切削颤振更易发生。硬态切削过程较传统切削更容易产生切削振动。
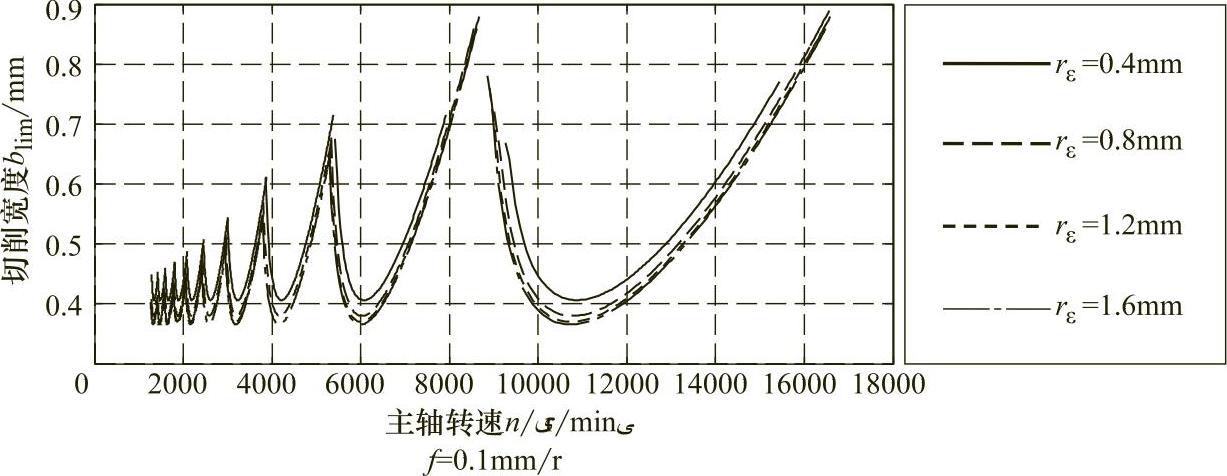
图5-20 不同刀尖圆弧半径的二维稳定性极限预测图(62~64HRC)
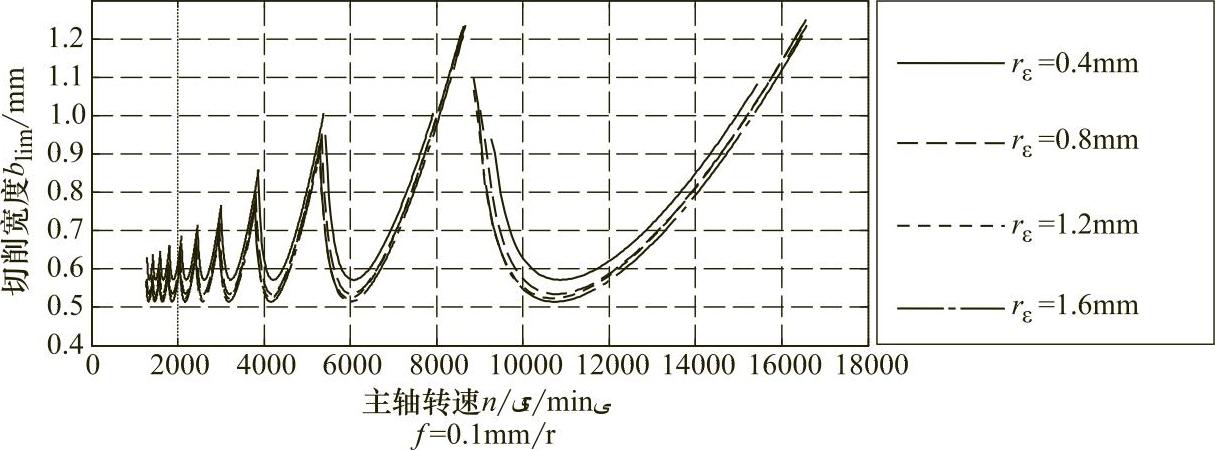
图5-21 不同刀尖圆弧半径的二维稳定性极限预测图(50~52HRC)(https://www.xing528.com)
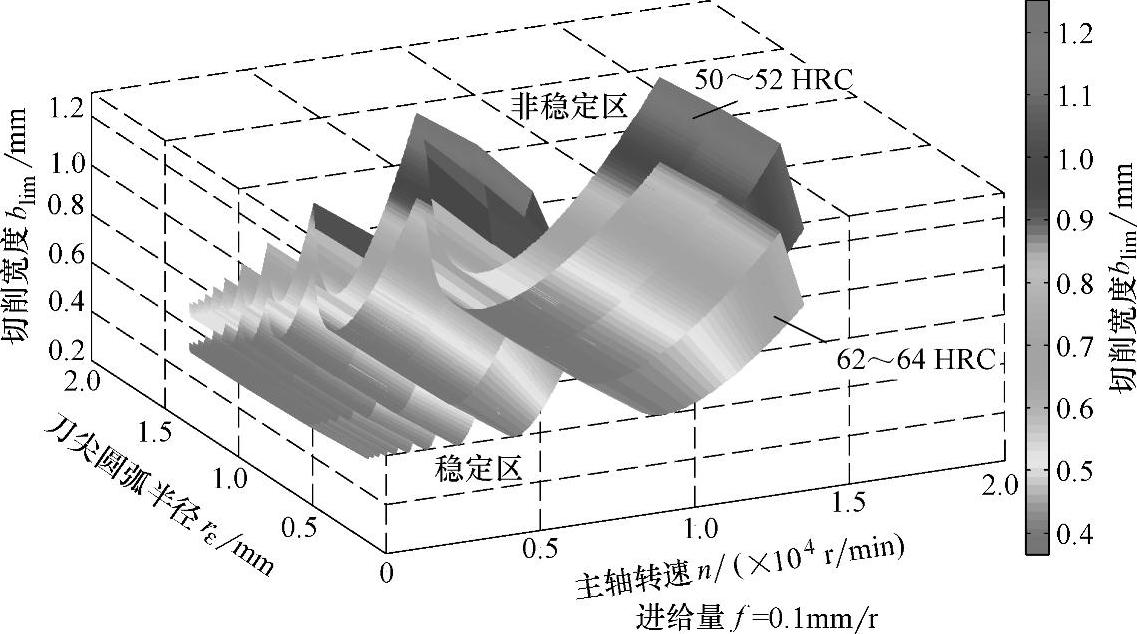
图5-22 刀尖圆弧半径及工件硬度对硬态切削稳定性极限影响的三维预测图
从blim-n变化关系来看,三维稳定性极限预测图与经典的二维稳定性极限预测图一样,由J的不同取值,而呈现出若干个耳垂线,在某段切削速度下,blim可以有较大取值,这对于追求切削效率的切削加工是非常有意义的结论。
随着刀尖圆弧半径rε的增大,稳定性极限切削宽度blim值减小。这是由于增大刀尖圆弧半径,径向力Fy会增大,且会增加前后两次切削的重叠系数μ,更容易产生切削颤振。所以减小刀尖圆弧半径rε,可作为切削系统的减振手段之一。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。