



【摘要】:对不同切削条件下的PCBN刀具精密切削淬硬轴承钢GCr15的切屑形态进行统计,确定了一定切削条件下带状切屑向锯齿形切屑转变的切削用量界限。图4-19 硬度为62~64HRC的GCr15钢切屑转变的切削用量界限淬硬钢高速精密切削的带状切屑向锯齿形切屑转变界限受工件材料硬度影响很大。
对不同切削条件下的PCBN刀具精密切削淬硬轴承钢GCr15的切屑形态进行统计,确定了一定切削条件下带状切屑向锯齿形切屑转变的切削用量界限。
图4-19是硬度为62~64HRC的GCr15钢切屑转变的切削用量界限,图4-20是硬度为50~52HRC的GCr15钢切屑转变的切削用量界限。在低切削用量的情况下,切屑为连续带状切屑;高的切削用量易生成锯齿形切屑。
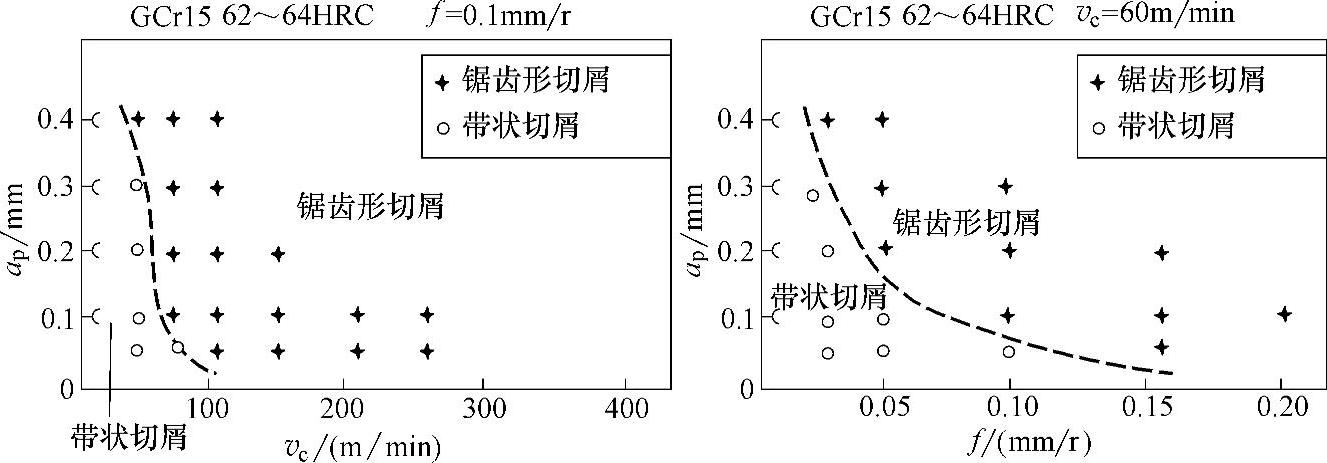
图4-19 硬度为62~64HRC的GCr15钢切屑转变的切削用量界限(https://www.xing528.com)
淬硬钢高速精密切削的带状切屑向锯齿形切屑转变界限受工件材料硬度影响很大。比较图4-19和图4-20可知,在f=0.1mm/r、ap=0.1mm的切削条件下,硬度为62~64HRC的工件材料在切削速度vc=60m/min时开始生成锯齿形切屑,而硬度为50~52HRC的工件材料在切削速度vc=140m/min时才开始生成锯齿形切屑;在vc=60m/min、ap=0.2mm的切削条件下,硬度为62~64HRC的工件材料在进给量f=0.05mm/r时开始生成锯齿形切屑,而硬度为50~52HRC的工件材料在进给量f=0.16mm/r时才开始生成锯齿形切屑。硬度高的工件材料的带状切屑向锯齿形切屑转变界限所需切削用量较低,工件材料硬度越高,会使得流动应力越大,材料的导热性能越差,剪切变形区内热量越集中,加剧热软化效应,使材料越容易产生剪切失稳,从而越易生成锯齿形切屑,并会增大切屑的变形程度。
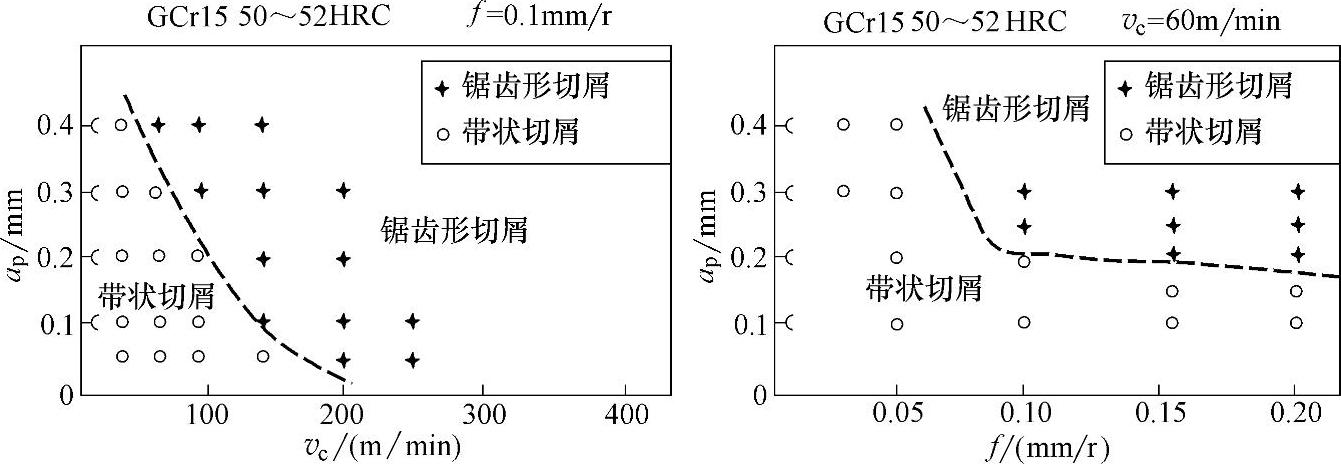
图4-20 硬度为50~52HRC的GCr15钢切屑转变的切削用量界限
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。