



请设计图10-48所示台阶轴零件的检具。

图10-48 台阶轴零件的定义

图10-49 检具的轮廓
(1)设定检具的检测方案 这是一个典型的通止规检具设计,方案是采用一个阶梯套筒,如图10-49所示。使用基准轴A,提取φ(12.0±0.1)mm特征圆柱面;再检验φ6.5~6.9mm的轴端,检测内容包括长度、位置度和直径。
(2)确定检具的尺寸(图10-50)
1)因为主基准在公差控制框中参考为MMC,即匹配件状态或检具尺寸为其最大实体条件。所以基准段的尺寸设定为φ12.1mm(实际制作中还要考虑加工公差和磨损,一般各为5%,所以一部分合格的零件被检测为不合格)。
2)检具基准面的最小长度为零件基准特征的最大长度(为了保证基准的模拟精度),即50.5mm(最小)。
3)受控特征(轴)的实效尺寸(匹配边界)是检具孔尺寸,即φ6.9mm+φ0.2mm=φ7.1mm。实际制作中还要考虑加工公差和磨损,一般各为5%。
4)因为传递给检具的检测直径为被检测轴的实效边界,如果检具孔应用MMC条件,其位置度公差必须是φ0.0mm(实际上无法加工到这个精度,所以由10%的余量来补偿,这里的位置度为φ0.02mm,如果应用几何公差标注这个检具,只能应用CMM或其他现有测量设备检测了,所以对于检具,有专家坚持使用尺寸公差标注,以避免“鸡生蛋和蛋生鸡”的问题)。
请大家继续思考,如果按图10-51所示标注应如何设置检具,这里基准A不应用MMC修正。(https://www.xing528.com)
因为是RFS条件,所以以基准面A上的高点模拟基准轴线A。基准A特征面的实际尺寸为检具尺寸,一般通过自定心卡盘模拟。
图10-52所示为基准A无修正的检测设置。

图10-50 检具需要确定的尺寸

图10-51 基准A无MMC修正的情况
图10-52 基准A无修正的检测设置
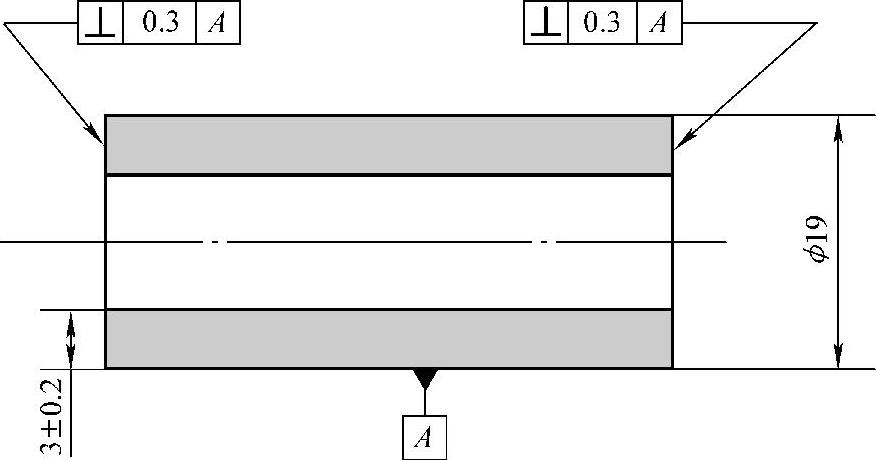
图10-53 管形零件图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。