



假如一个零件上孔的位置度公差控制框为  ,试设计一个与该孔配合的轴,要求能够保证静态装配。
,试设计一个与该孔配合的轴,要求能够保证静态装配。
因为MMC修正的特征是满足静态配合,可能发生公差间隙不均匀的装配。这个孔在最大实体尺寸为φ19.1mm时,其公差为φ0.2mm。
第一步,可以得到这个零件的公差补偿曲线,如图10-24所示。
可以求出这个孔的实效边界VC(Virtual Condition)为19.1mm-0.2mm=18.9mm。也就是孔的装配边界是φ18.9mm,即当这个孔的位置度为零时,能保证装配的孔的合格边界尺寸。要注意这个尺寸是无法实现的。因为尺寸公差和位置度公差的补偿原理是一对一的关系,所以孔的公差曲线是斜率k=1的线性曲线。图10-24中,横轴代表孔的尺寸,纵轴代表孔的位置度公差。
第二步,推算配合轴的公差曲线。
轴的补偿曲线一定是一条斜率k=-1的线性曲线,如图10-25所示,这个轴在φ18.9mm尺寸以左的斜线下的面积都能满足这个孔的装配。按照设计要求,假如在成本和装配间隙的要求下,取值φ17.9~φ18.3mm,那么对应的位置度公差便可确定下来。如图10-26所示,AB之间的区域为设计的最小间隙,大小为19.1mm-18.3mm=0.8mm,即设计的径向最小间隙为0.4mm。
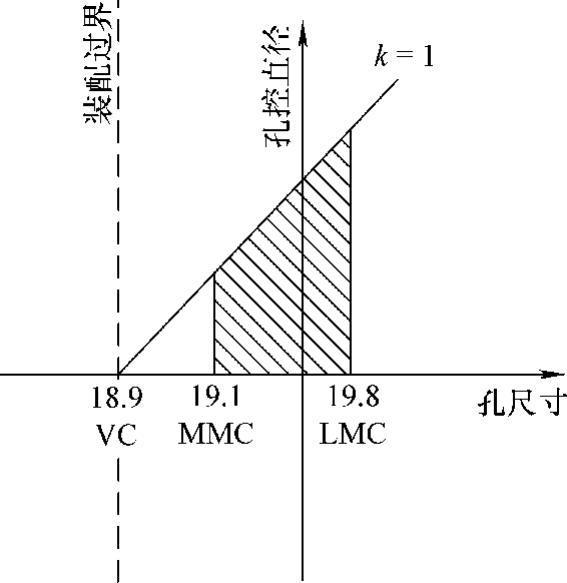
图10-24 公差补偿曲线
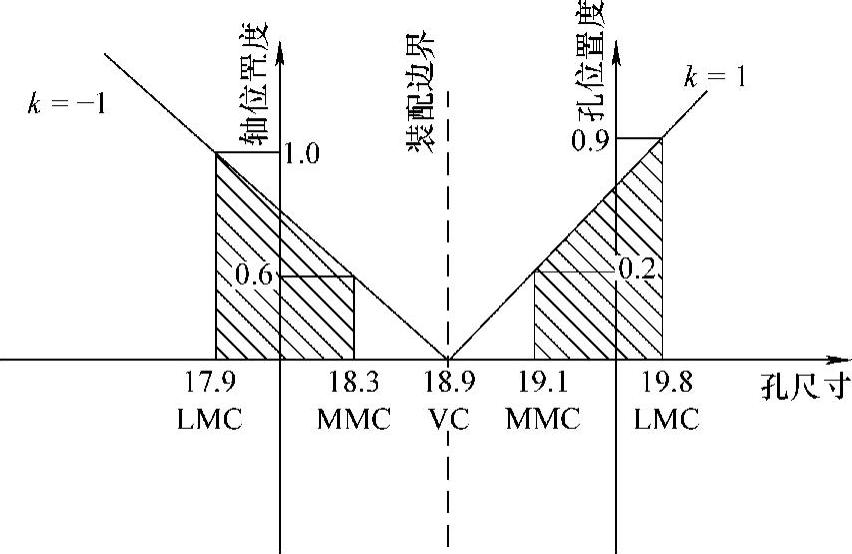
图10-25 配合轴的公差补偿曲线
第三步,完成配合轴的公差控制框。
按照配合曲线图,可以完成轴的公差控制框,即  。
。
对于配合曲线,还可以有其他应用。首先是对于通止规和功能销(位置度检测销)的设计。MMC代表通规尺寸,LMC代表止规尺寸,VC代表功能销的尺寸。实际制作过程中,还需要考虑10%的加工误差和磨损。对于孔和轴的通规尺寸是φ19.1mm和φ17.9mm,止规尺寸是φ18.3mm和φ19.8mm,如图10-27所示。
图10-27也可以作为返工、返修的指导。如图10-27所示,当轴的零件处于B阴影区时,零件合格。如果零件处于A区,表明零件尺寸小于LMC,无法返修,直接报废。如果零件处于C区,虽然这个轴尺寸大于MMC,从尺寸上判为不合格零件,但在k=-1的斜线区域内,零件也能够满足装配。如果没有特殊的间隙功能要求,零件可以判为让步接收或放行,但可能发生装配难度增加的问题。如果零件处于D区,则为不合格的孔类零件,这个孔在位置度上超差,方案是返修,根据尺寸公差和位置度公差互相补偿的原理,通过扩大孔来增大位置度公差,以达到满足装配的目的,使这个孔移到孔的合格区内。返修工具要适当选取一个直径在φ19.3~φ19.8mm之间的钻头。(https://www.xing528.com)
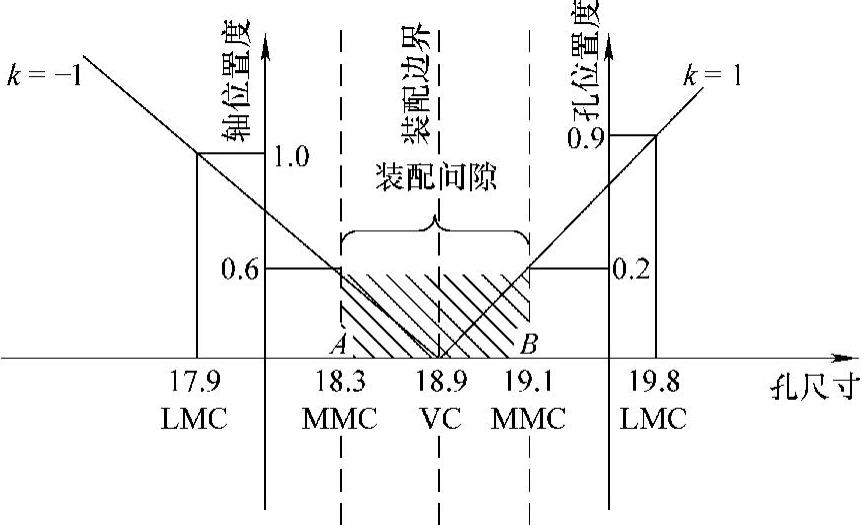
图10-26 配合设计的间隙
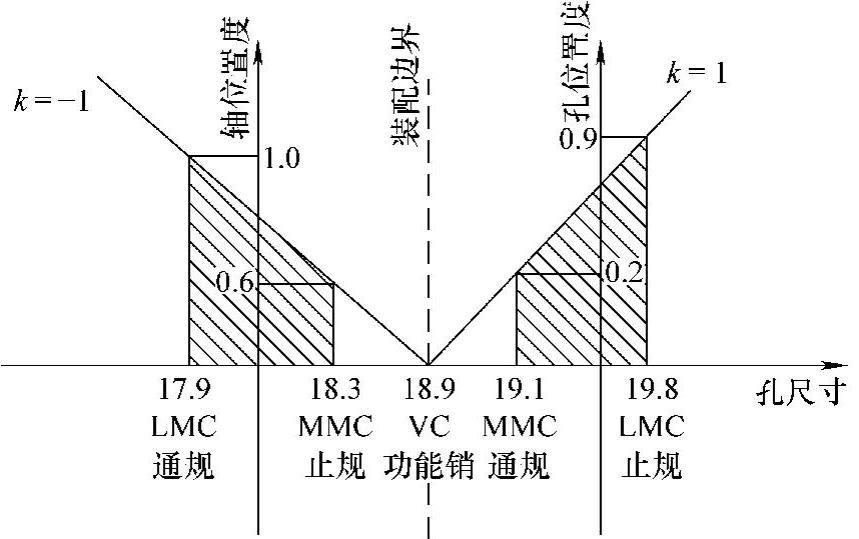
图10-27 通止规设计

图10-28 处于不同区间的零件的处理方式
假设不合格孔所处的坐标为(S,P),那么在维修方案中,最小的钻头直径为
D1=S+(P-S+VC)=P+VC
式中 D1——最小钻头直径(最小修正内部尺寸);
S——实际孔的直径;
P——实际孔的位置度;
VC——实效边界常量。
以上是第一种装配条件的设计方法,对于这种方式,无论是单个特征装配,还是阵列特征装配都适用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。