



GD&T中大量使用了上、下极限尺寸,如图10-13a所示的尺寸标注方式,对于正负偏差尺寸的标注方式(图10-13b)很少应用,此处是以孔为例研究的,轴的应用原理相同。
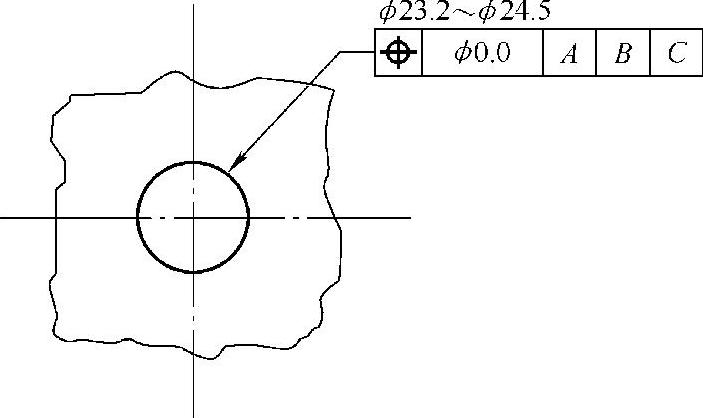
图10-12 RFS修正的孔的位置度定义

图10-13 两种位置度定义的比较
之所以如此,是因为几何公差补偿的应用。对于图10-13a所示的标注方式,在MMC修正下,如果是孔的话,那么意味着孔的尺寸越接近LMC,即孔越大,那么补偿后的位置度公差越大,意味着加工成本越低,更多的零件可以通过检验。另一方面,孔越大,也意味着装配越容易。所以上、下极限尺寸方式和MMC修正符号同时应用时才有意义。
但对于图10-13b所示的正负偏差方式,应该理解为,设计者希望得到一个均匀公差或者设计者认为能够保证零件功能的情况下的一个特定值最好,而赋予一个公称尺寸一定的公差值,意图是保证多数零件的加工尺寸分布在这个中值附近。虽然在MMC修正的情况下有补偿,但是不如上、下极限尺寸标注方式那么显著。
这两种方式隐含的加工意义完全不同。图10-13a所示的设计完全出于最低成本考虑,告诉加工者加工尺寸集中于φ9.8mm。而图10-13b所示的标注是告诉加工者保证加工尺寸集中于φ9.5mm,不考虑成本。
图10-14是对图10-13a所示公差带的曲线分析。在孔的尺寸为φ9.8mm时,位置度公差为φ0.8mm,达到最大,也是加工成本最低的目标尺寸。孔的MMC尺寸φ9.2mm的功能是设计这个孔的装配间隙,此位置的公差带为φ0.2mm。这个孔的实效边界(即最差条件的装配边界)是φ9.0mm。在分析曲线中,给出了一个浮动边界φ10.6mm,这个浮动边界的功能是确认零件的强度以及最小壁厚。
由图10-14和图10-15可以看出,按照图10-13a所示的标注方式,该零件的每一个边界都有自己的功能。
图10-13b中标注的尺寸使用MMC修正,有一个冲突是,这个尺寸的标注仅仅关注尺寸φ9.5mm,但是却得到与图10-8a所示标注方式的同样边界,这样会造成加工者对设计者的意图产生迷惑。所以通常在尺寸是正负偏差时,不使用MMC修正。RFS修正也符合控制均匀公差的目的。所以改为RFS修正图10-13b所示标注的公差曲线分析如图10-16所示,以明确设计要求。
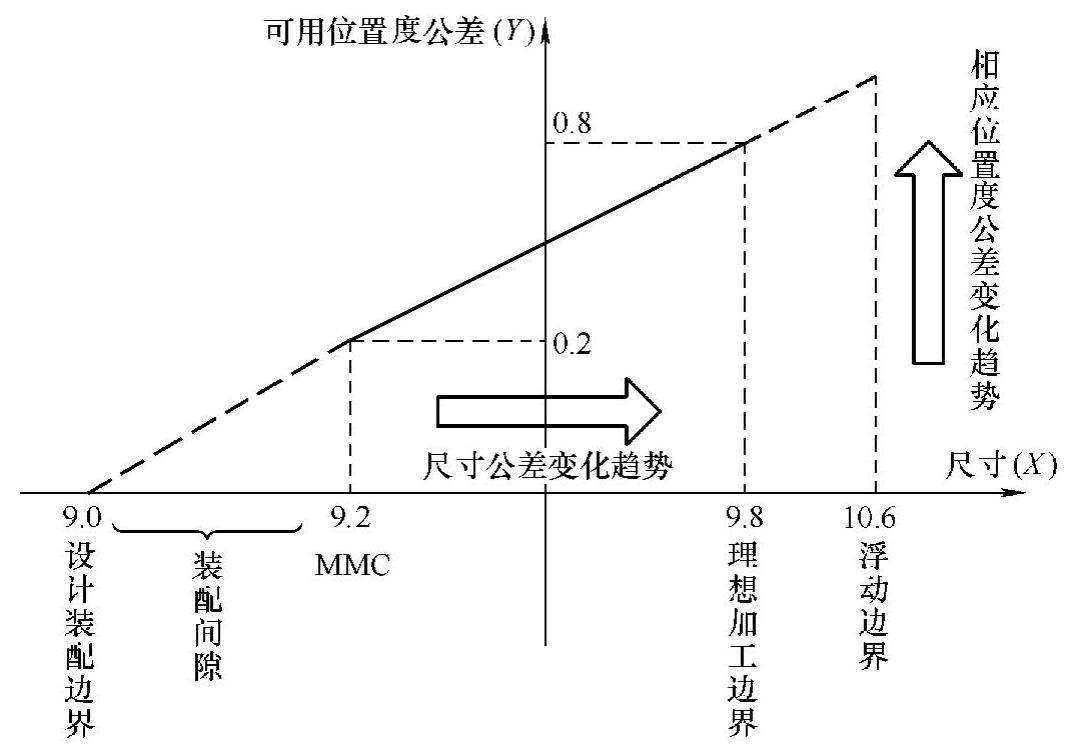
图10-14 孔的位置度约束公差带变化曲线(https://www.xing528.com)
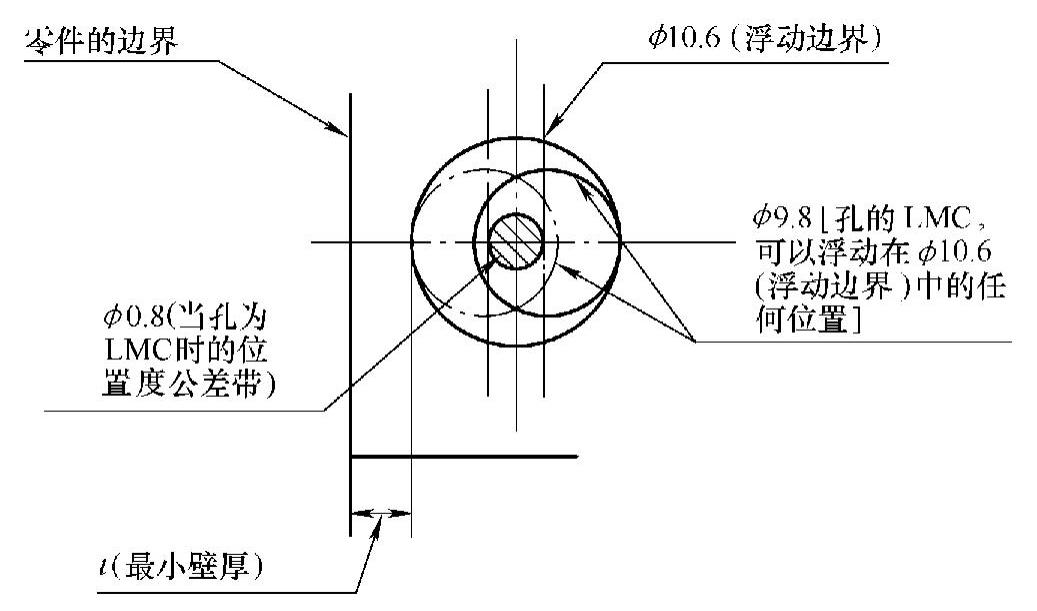
图10-15 孔的位置度约束公差带示意图
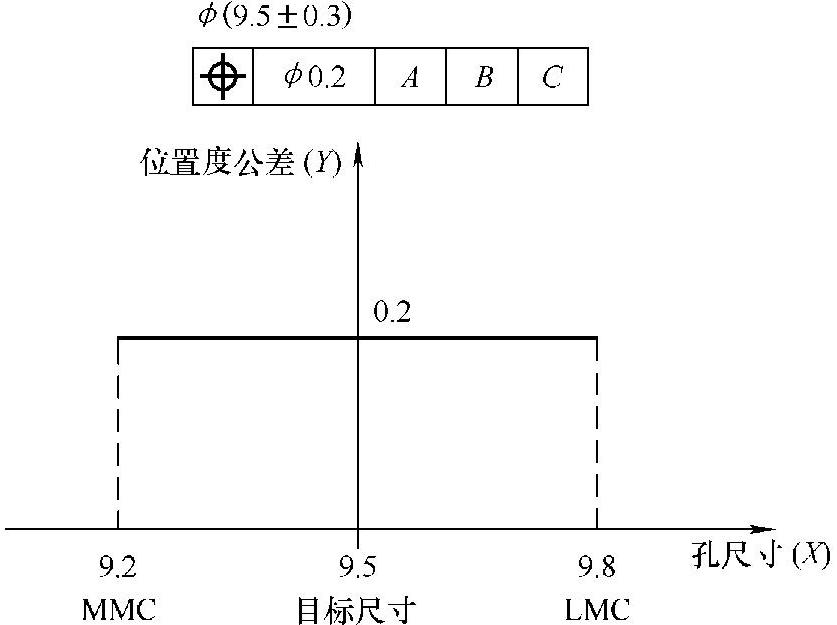
图10-16 RFS修正的位置度公差带变化曲线(常量)
Ppk是质量控制中衡量过程能力的重要参数。在采用最大实体尺寸修正的情况下,结合GD&T知识分析Ppk,不能只考虑Ppk的大小来判断过程能力是否需要改善。由于轴小孔大的加工理念(获得更大的经济效益),还要判断分布是在中值的哪一侧。如图10-17所示,如果是孔的分布曲线,那么分布1不需要改善到分布2的状态。
对于这个孔的尺寸,加工目标是孔的LMC,即φ9.8mm,Ppk曲线的中值希望分布在USL附近。从这一点看来,图10-13a所示方式标注的孔实际上不适用正太分布Ppk的分析。但当这个中线分布在φ9.5mm的左侧时,就要提出生产能力改善的建议,以期望零件的尺寸都分布在φ9.5mm的右侧。
对于图10-13b所示方式标注的孔,非常适合使用Ppk曲线分析。因为图10-13b中明确了一个加工中值,即φ9.5mm。如果实际跟踪统计的结果是Ppk曲线分布在φ9.5mm的左侧或右侧,那么整个生产程序都需要提出改善。
对于外部尺寸(如轴类),这个分析同理。
应注意的是,上述的结论应用于MMC条件下控制的几何公差,对于RFS修正的公差,因为要得到一个一致的装配间隙,以达到平均分布零件质量的目的(多应用于旋转零件),这时设计者就要给出一个带公差的尺寸值,加工者和检测者必须按照这个给定的中值设置加工公差,虽然这样会增加成本。
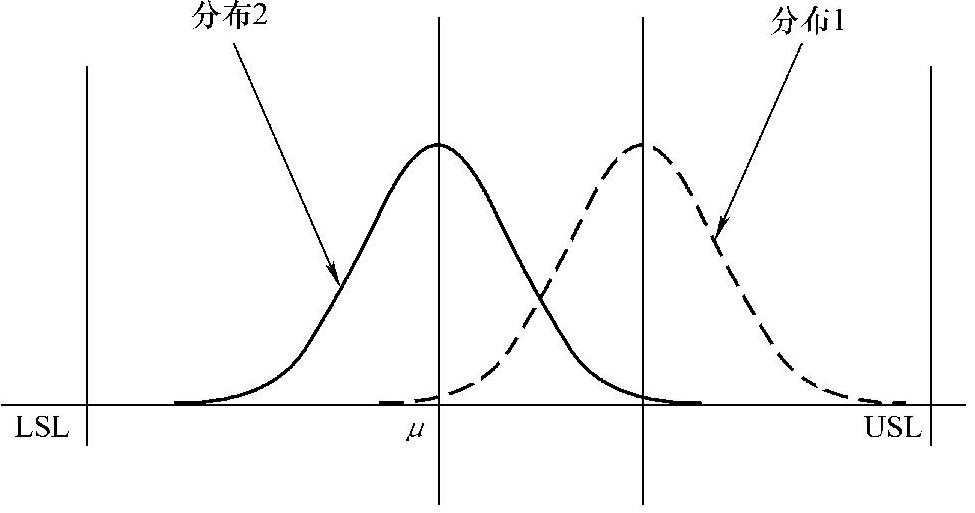
图10-17 Ppk曲线与生产能力改善原理曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。