



对于非圆特征(如长圆孔)的装配,也可以使用位置度来定义,应用的基本原则同圆柱面特征。不同的地方是,既然特征是非圆柱面,公差控制框中就不合适继续使用直径公差符号。像长圆孔或凸缘,联合基准特征和公称尺寸建立起中心面,或者如对称度控制,使用RFS或MMC修正的尺寸基准特征的中心面。这个中心面处于理想的设计位置,特征的实际中心面必须位于两个平行面之间,这两个平行面等距于理论中心面两侧定位。这个平行面公差带根据特征控制框建立,平行面的位置和之间的间距为公差控制框中的数值,理论的中心面是这个公差带的中心面。
这种位置度控制非圆柱面特征的另一种检测方式是验证这些特征的实效边界。例如长圆孔(内部特征),实际加工的长圆孔上的元素不应小于MMC修正下的实效边界。
长圆孔可以通过一个或两个位置度控制的特征控制框定义。特征控制框建立了一个边界。这个边界同心于理论设计位置。在MMC修正下,几何公差控制框产生一个实效边界(等于特征孔的MMC减去位置度公差)。长圆孔显然有两个MMC(不考虑长圆孔的深度,即对于安装面的垂直度)。所以实效边界也是一个理想的长圆孔。
当实效边界的尺寸、形状和位置定义下来,实际加工的特征面就有了比较和参照。如果所有实际加工的特征面都大于这个边界,本特征合格。可以看出,MMC修正下产生的实效边界是特征的MMC和位置度公差的综合结果。如果两个方向上的位置度公差相同,对于受控特征,用一个公差控制框已足够定义这个长圆孔。
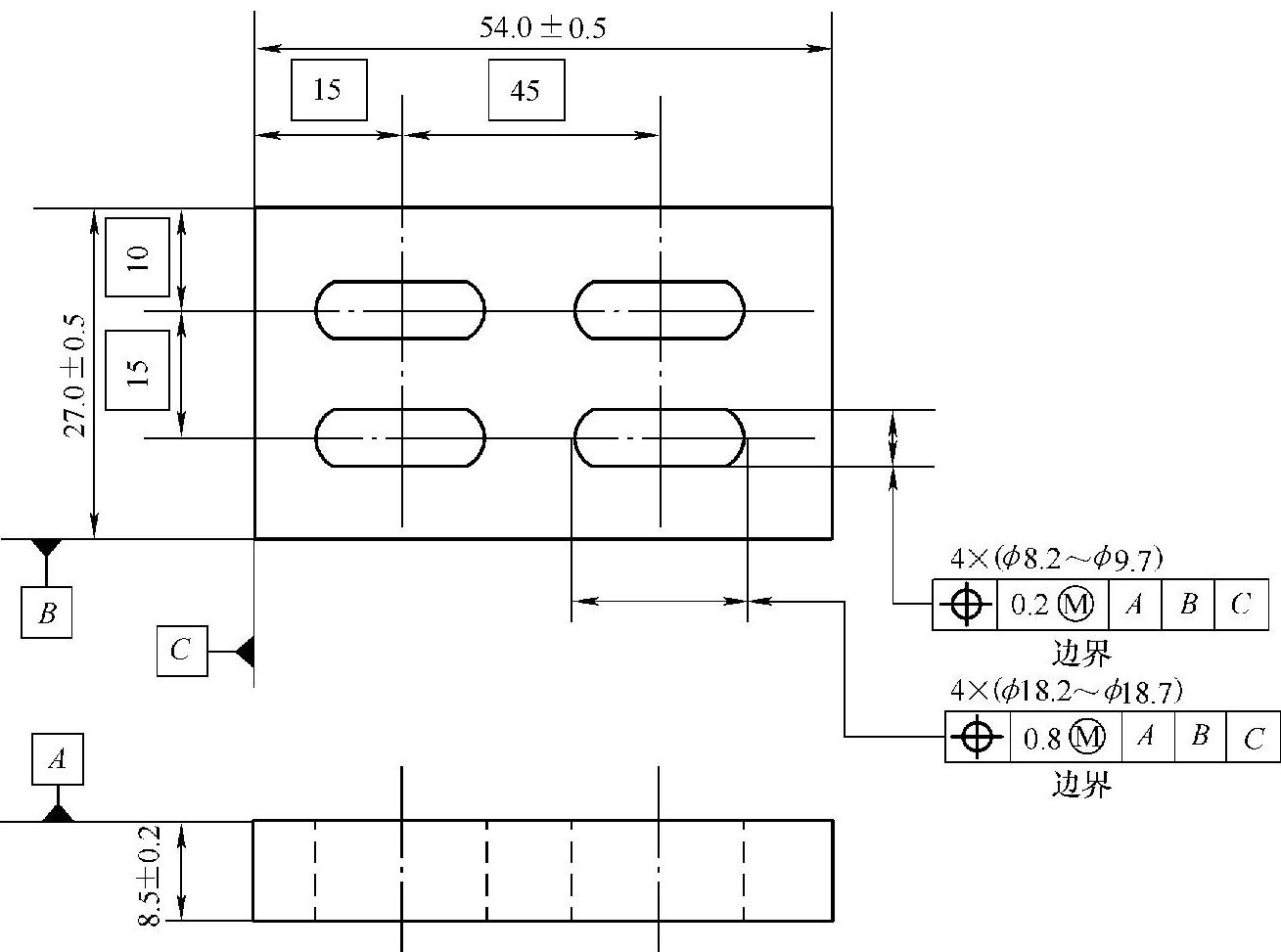
这个没有直径符号的唯一公差控制框可以定义长圆孔的公差分布。如果在长圆孔的一个方向要求比另一个方向更多的公差,那么两个公差控制框就是必要的了,在公差控制框的下方最好注明“边界”的提示,如图7-63所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-63 槽形孔的位置度控制
图7-64是对图7-63的解释。实际加工孔的尺寸和允许的几何公差偏移量不会影响匹配边界(保持常量)。检测者可以使用这个能够保证最差匹配条件的边界去验证实际加工的零件。如果长圆孔大于或等于这个边界,而轴小于或等于这个边界(轴的轴线或中心线位于理想设计位置),不会发生干涉,能够完成装配,这就是一个合格的特征。
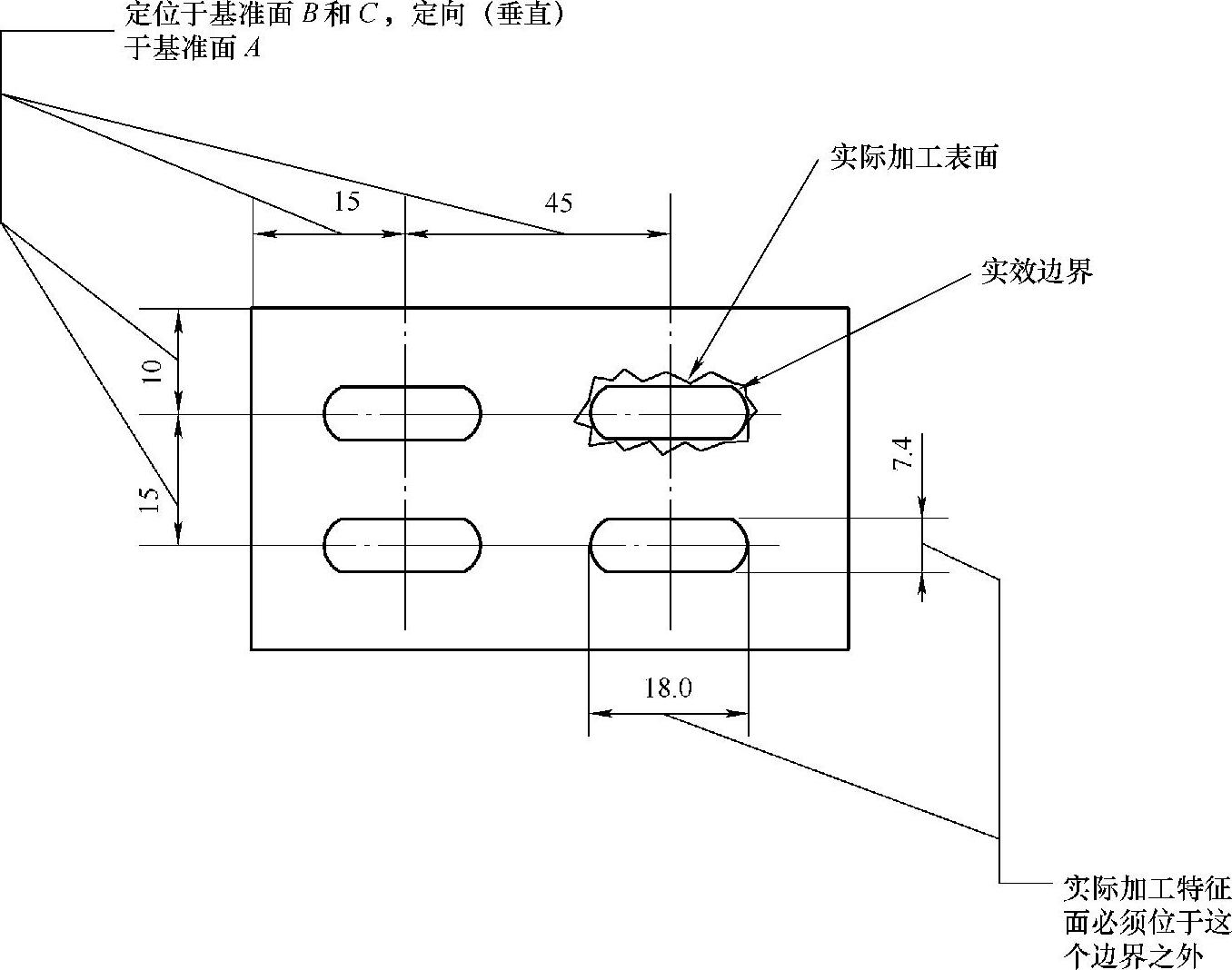
图7-64 槽形孔位置度图解
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。