



检测螺纹孔轴线位置时,一种错误检测方式是:使用无螺纹的检具销插入内螺纹的小径测量。检具销通常用来定位面特征的位置。这种方式错在使用二维的信息判定一个三维的特征,并且测得的位置信息是内螺纹小径的轴线位置,而不是实际配合的节圆直径。
这中测量的公差带如果不只是延伸到装配面(例子中是A面)以上螺栓的高度,则不能完全确定是否能够确保安装。拧入螺栓孔的螺栓有可能偏斜过大,与配合零件产生干涉。
不考虑延伸公差的设计会导致不合格的螺纹孔通过检验。但是如果一个螺纹销拧入螺纹孔,检测螺纹销在延伸公差带长度的范围内的位置,就会避免这种情况发生。遵循零件必须按功能检验的原则,建议延伸公差带应用于螺纹孔的定义,或在那些需要过渡、过盈配合的孔的定义。
图7-13所示是一个比较常规的位置度公差具有延伸公差带要求的标注方式。
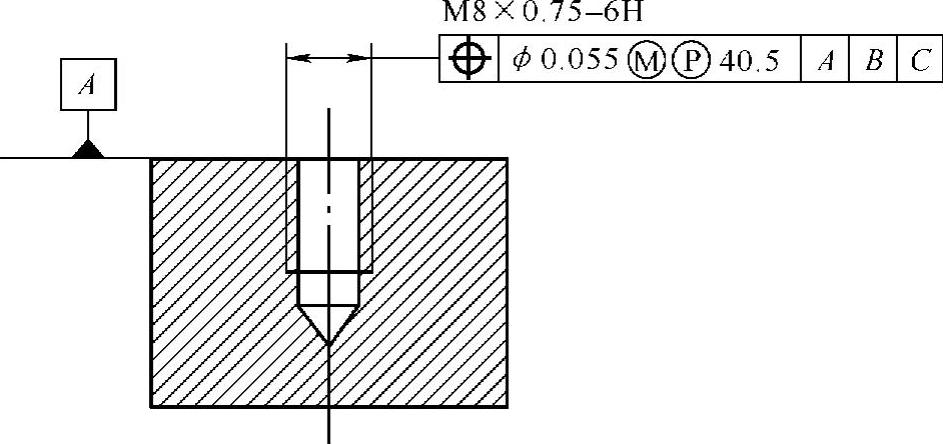
图7-13 延伸公差
图7-14表明了螺栓要穿过一个40.5mm厚的配合件,最终拧紧在这个受控螺纹孔内。延伸公差带的高度是螺栓在螺纹孔装配面A以上的高度。不应该理解延伸高度为螺纹孔内部和外部高度的和。在延伸公差规定中,所有的公差带都是螺纹孔配合面以上的部分。也可以在配合面上使用虚线的方式表明延伸公差带高度(见图7-14)。检测时使用功能检具销模拟配合零件的状态,确定特征轴线在规定的40.5mm的高度上(从基准面A)是否位于φ0.055mm的圆柱面公差带内(见图7-15)。(https://www.xing528.com)
图7-16显示了螺栓在φ0.055mm螺纹孔位置圆柱面公差带内可能的三个轴线位置,分别在投影高度(即配合零件二的厚度)上产生的不同实效边界空间,所以只能控制螺纹孔的位置度,并不能直接控制零件是否干涉。
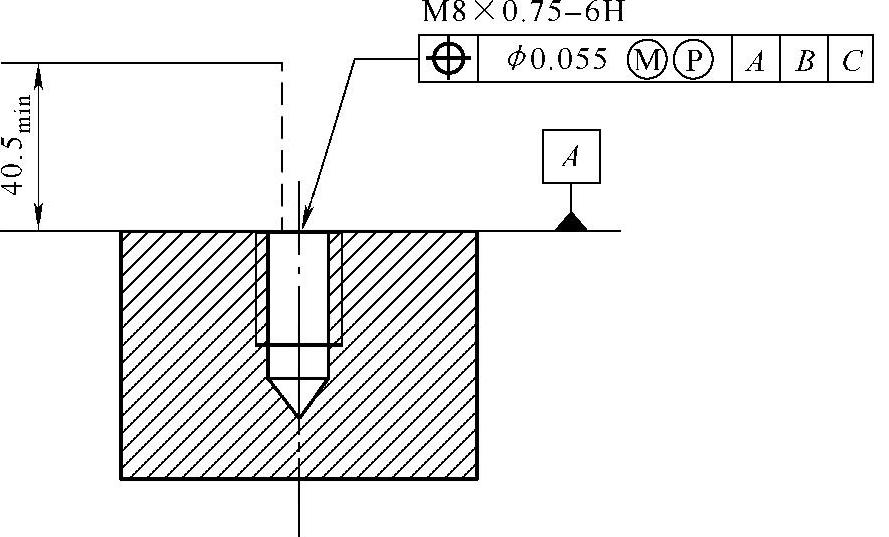
图7-14 延伸公差的定义
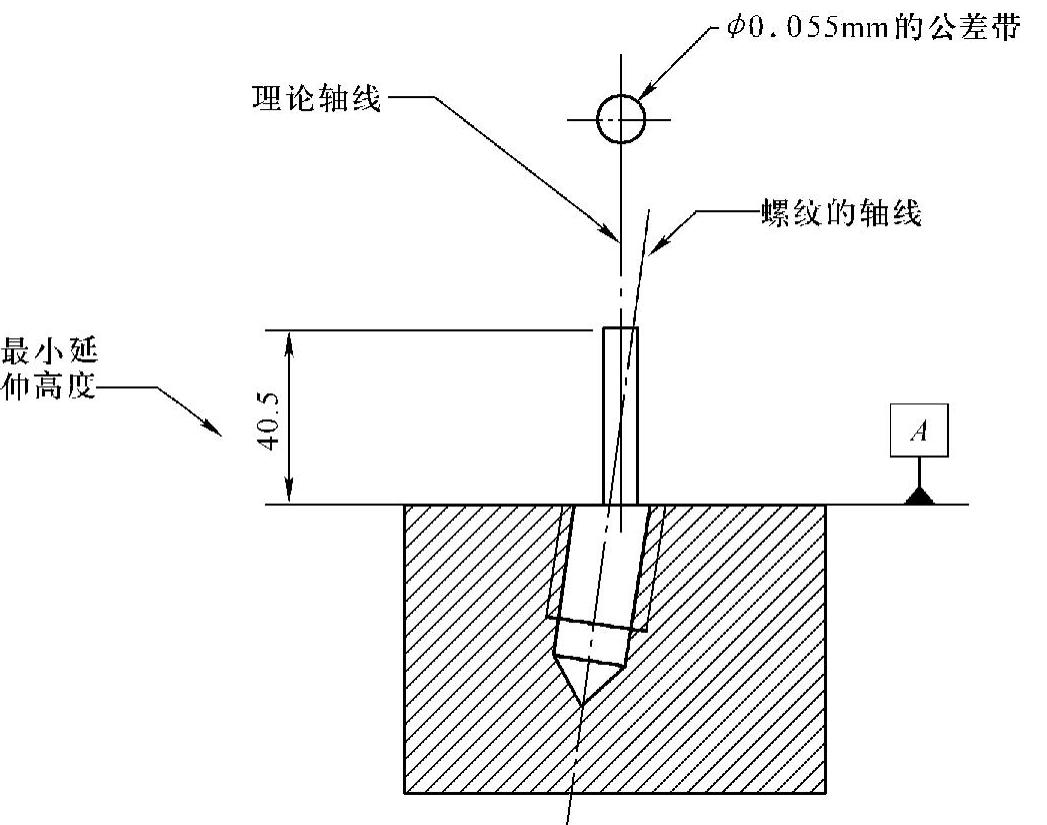
图7-15 延伸公差带
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。