



图4-31所示是一个圆柱度控制的例子。圆柱度是一个三维面形状控制方式,包含了圆度、直线度和锥度的联合约束。
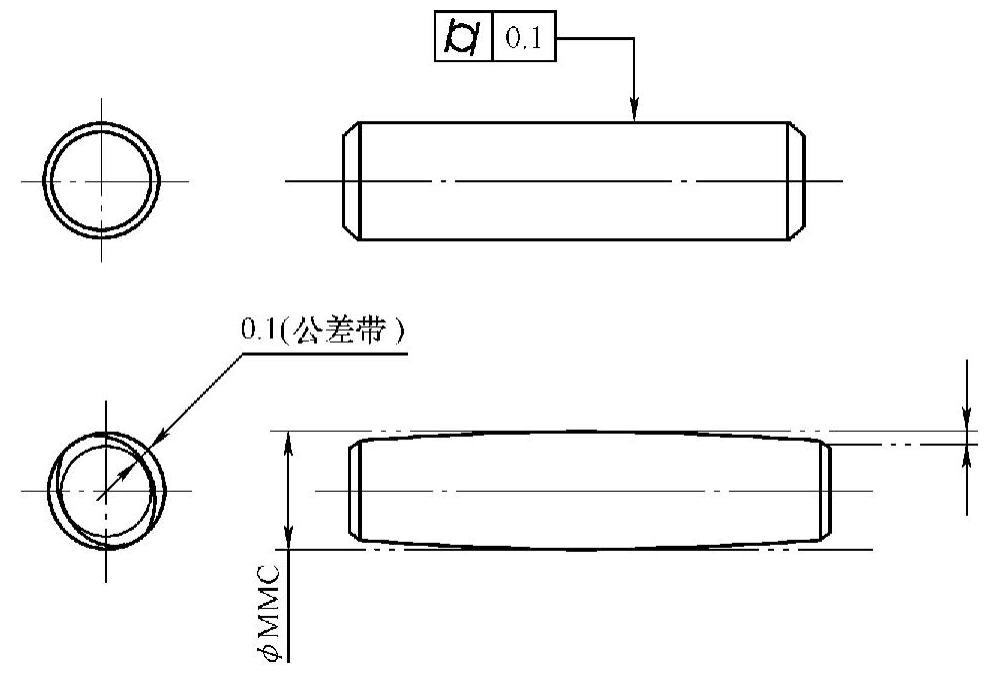
图4-31 圆柱度控制
圆柱度的公差控制框由圆柱度符号和一个径向的公差值组成。对于刚性零件,圆柱度控制是对尺寸公差控制的一个补充控制,目的是更精确地约束特征面。圆柱度和尺寸公差不同的是,这里的尺寸公差是一个直径值,约束了特征面的最大、最小包容面。圆柱度约束了特征面上的点在一个径向间距为公差控制框中值的圆柱面环公差带之内。
这个例子说明了所有圆柱面上的点必须位于同轴的两个圆柱面之间,这里圆柱面的径向间距是0.1mm。圆柱度的测量与尺寸不相关,各自需要独立认证。面上的凸凹点间距不应该超过0.1mm,锥度也不能超过0.1mm。
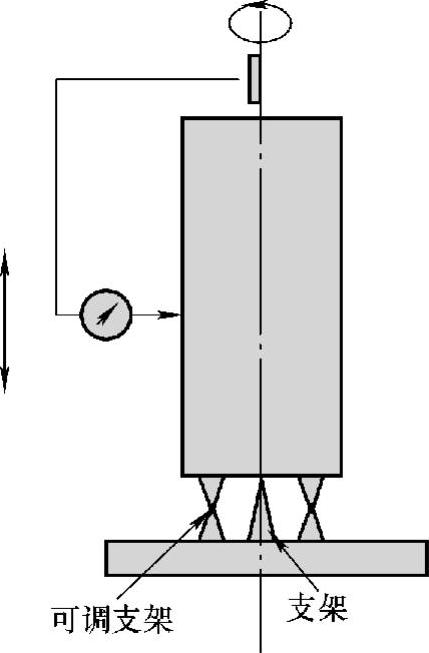
图4-32 圆柱度的测量设置
这个零件可以通过很多方式来进行检测。一种常用的检测方式如图4-32所示。固定支架和可调支架用来定向零件,目的是能够将支架设定的轴线同轴于旋转轴。旋转轴上连接的是带读数器的千分尺。检测时,旋转零件,同时上下移动千分尺,千分尺的探针与待测面接触。指示器移动全量(FIM)和公差控制框中规定的圆柱度的值做比较,合格的零件必须位于这个公差值范围内。如果没有特殊要求,零件的特征尺寸也不能超出最大实体尺寸(MMC)。
当对这个控制进行验证的时候,通常先验证特征的MMC和LMC(LMC是每个断面直径方向上的检测值,卡尺或千分尺足够用来检验)。
圆柱度和圆度的区别是,圆柱度控制三维特征面,且圆柱度是一个集圆度、直线度和锥度功能于一身的控制方式;圆度控制二维特征面,能够用来控制由二维的圆元素组成的面,如圆柱面、球面和锥面。
所有受控圆柱面特征的面元素都必须位于两个理想的同轴圆柱面形成的环形公差带内。对于一个外部特征,如轴的公差带的外圆柱面为最小能够包含所有圆柱面特征的圆柱面,是一个最小的外切圆柱面;内圆柱面为径向间距等于圆柱度公差值的圆柱面,并同轴于外圆柱面。(https://www.xing528.com)
对于内部特征,如孔的公差带的内圆柱面为最大的与内部特征相切的圆柱面,外圆柱面同轴于最大内切圆柱面,径向间距为公差控制框中公差值的圆柱面。当然还可以使用最小平方圆方式求圆心,然后构建一个公差带。
使用V形架来检验圆柱度的方式是一种粗略估计的方式,不能精确地判断零件是否超差。
对于圆度检测,探针接触零件,在不同的截面上旋转360°。对于圆柱度检测,零件做360°旋转,探针沿着纬线方向平移。在检测过程中,记录下数据。然后将这些数据覆盖在代表圆度或圆柱度公差带的同心圆环下,检测测得的特征轮廓是否处于公差带内。其中圆度是针对独立的截面,圆柱度是针对整个的特征面。圆柱度的公差控制框的引线直接指向受控特征。
极差图是一个被广泛采用,且能保证测量圆柱度精确度的工具。
圆柱度应用要素如下:
1)圆柱度不需要参考基准。
2)圆柱度综合控制了一个圆柱面的圆度、直线度和锥度。
3)圆柱度与尺寸公差应用不相关原则。
4)圆柱度必须小于尺寸公差的1/2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。