



一旦建立了测量台架,圆柱面特征应该在静态情况下,由有读数的千分尺从一端到另一端划扫圆柱面特征的表面。测量者可以读出每一个断面直径方向上的一组数据,比如:0.00mm,+0.05mm,+0.10mm,+0.05mm等,如图4-14所示。
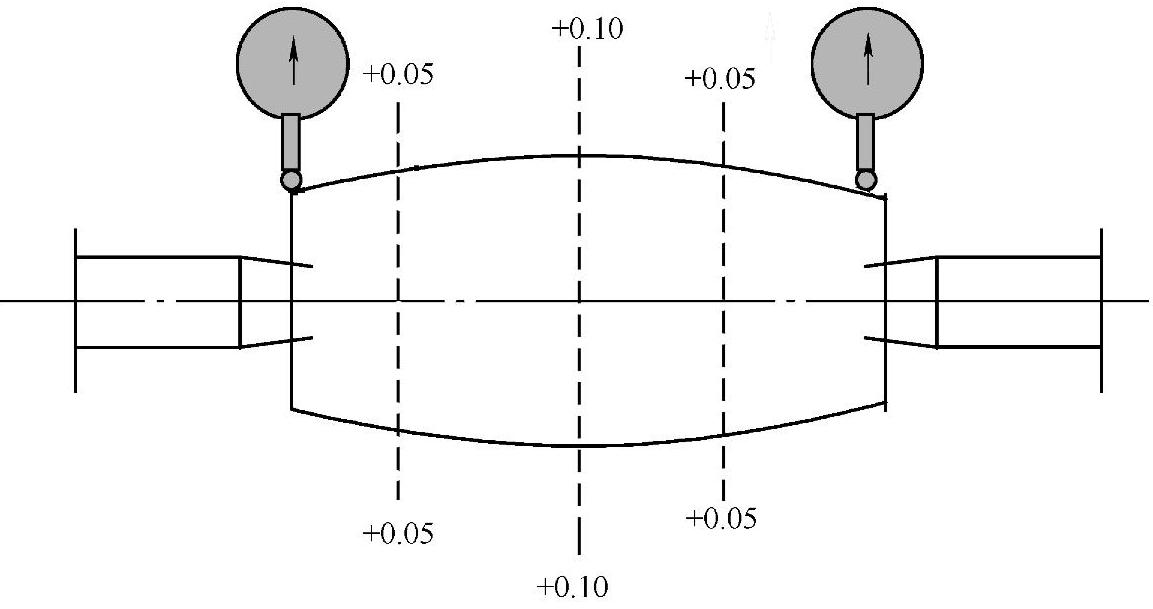
图4-14 鼓形特征的直线度测量
然后,轴应该旋转90°,进行同样的测量,记录纬线方向上直线度变化量的值。当完成测量后,轴再进行旋转,测得其他断面上直径方向上的每组对应点的值。最终结果需要通过评估这些点的值来取得。
图4-15所示是腰形特征直线度测量的情况,并且给出拟合中心线半径的变差分布。因为两点超出φ0.05mm的直线度要求,故这个轴需要拒收或重新加工。
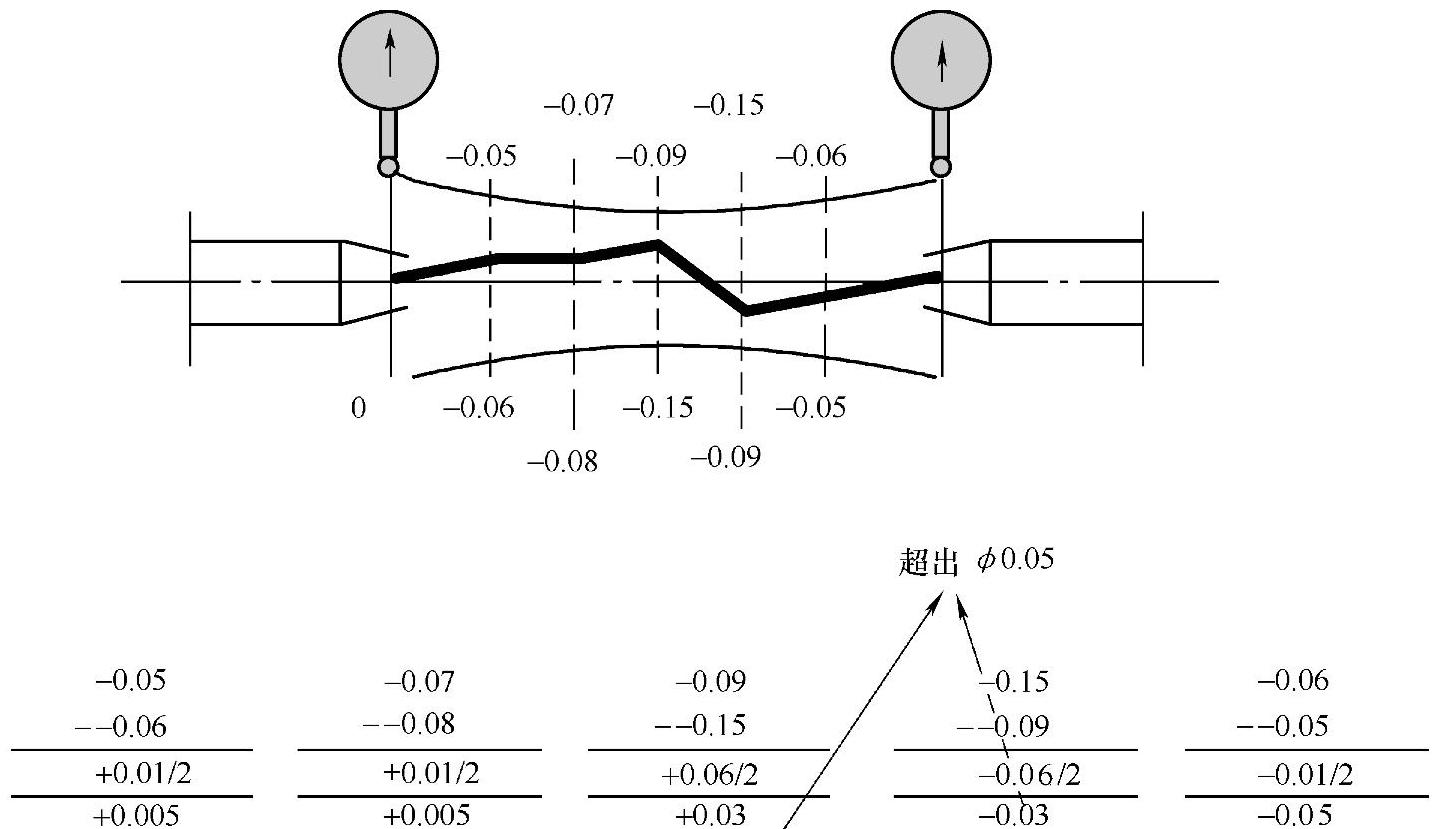
图4-15 腰形特征直线度测量的情况
拟合直线度单位长度上的直线度要求可以用组合公差框的方式求得。这种定义方式经常使用,用来指明是单位长度上的要求而不是全长上的直线度控制,是一种非常实用的直线度控制应用。(https://www.xing528.com)
例如,图4-16所示为直线度的两种控制方式。

图4-16 直线度的两种控制方式
图4-16中的定义可以防止中心线在全长上和局部的直线度波动。第一行公差控制框定义了一个φ0.05mm的圆柱面公差带,第二行公差控制框定义了一个长15mm、φ0.01mm的浮动圆柱面公差带。φ0.01mm的圆柱面公差带可以在φ0.05mm的圆柱面公差带里平移、旋转。这个例子可以应用MMC、LMC或RFS来修正。如果使用MMC修正,那么可以使用功能检具检验全长和单位长度上的直线度(分别由两个检具完成)。
在有MMC修正的情况下,第一行公差框可以使用功能检具的规格是:检具长为特征的最大长度,内径为轴特征的实效边界尺寸,这个例子是MMC+0.05mm。这个尺寸是理论尺寸,实际上无法加工出来,需要考虑10%的磨损和加工误差。
在有MMC修正的情况下,第二行直线度公差框可以使用功能检具的规格是:最小设定的单位长度,这个例子是15.00mm,内径为第二行公差框定义的实效边界尺寸,这个例子是MMC+0.01mm。
当尺寸特征在RFS修正的情况下,需要使用千分尺来进行直线度的测量,设置如图4-12所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。