



图3-13所示是一个微孔板,这个微孔板的应用目的是使用板上的微孔(EDM加工)渗漏气体或液体,达到精确控制流量的目的。其加工方式是,先加工这个板上的四个安装孔,然后加工微孔。对于这个零件的GD&T设计,有不同的基准设置问题。图3-14所示是一个实际应用中的基准设置方式。我们先分析一下这两种基准设置方式,再按照实际需要选择合适的一种。
在图3-14中,设计者的意图是使用两个圆柱销作为基准销A和B(零件的底面作为主基准面)来定位这个零件。
图3-14a所示的基准布置方式产生的坐标系如图3-15所示,零件上的所有特征都是以主基准孔中心为基础建立的。这里产生的一个问题是基准销B的设计,正常的次基准销应该是菱形销,限制图3-15所示上下方向的自由度。这种方式符合3-2-1原则的基准定义条件。
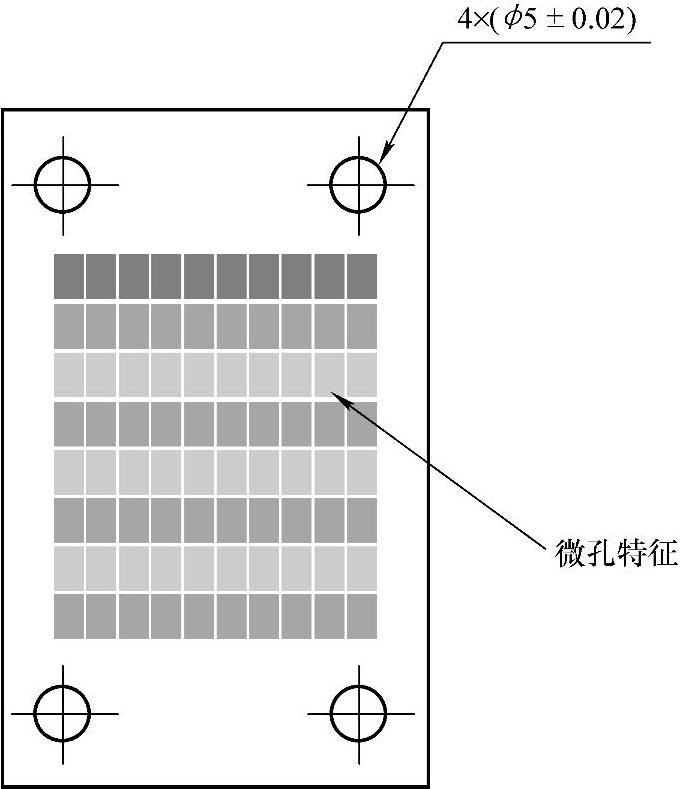
图3-13 四孔阵列的设计
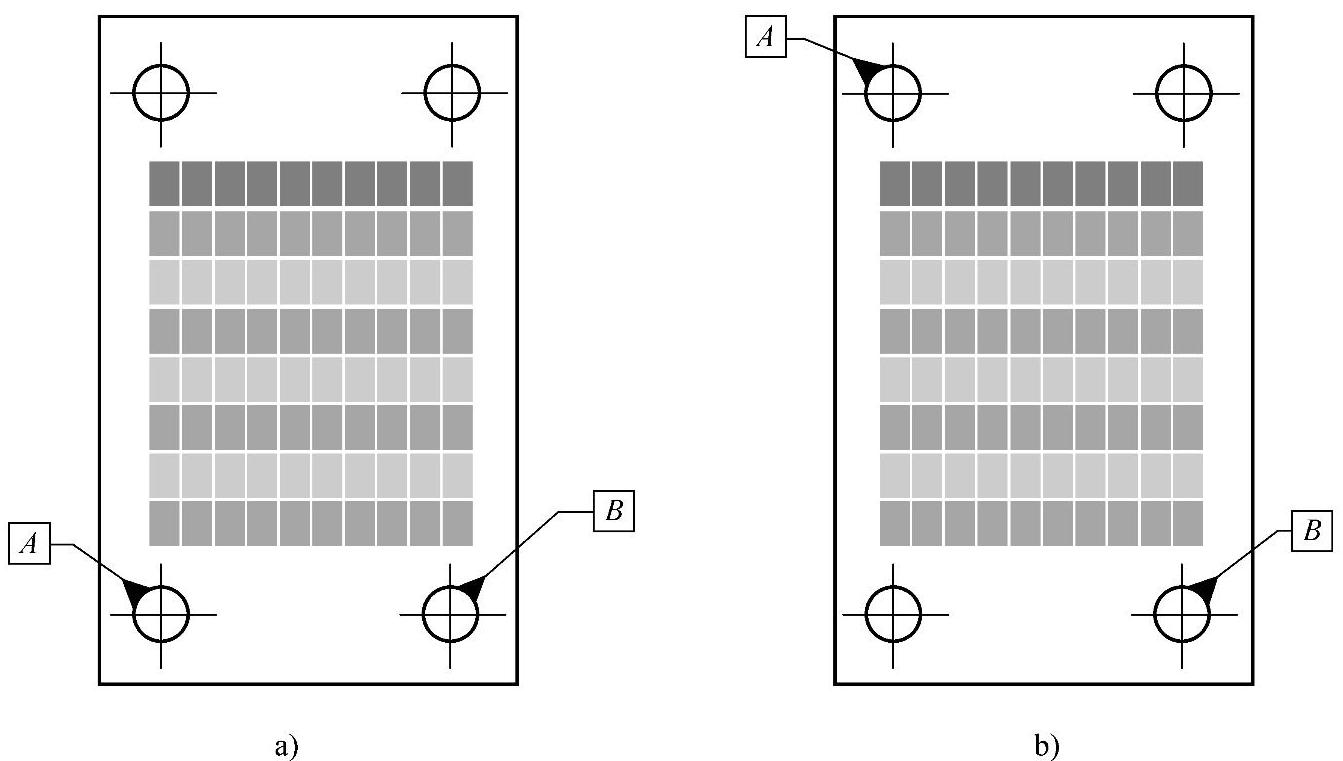
图3-14 两种设置基准的方式
如果基准销B设计成圆柱销,其基准的设置方案如图3-16所示。所有零件上的其他尺寸都是以基准销A和B中间的轴线作为基准定位的。
图3-16中设置的坐标系与图3-15中完全不同,对于测量方案的准备有很大的影响。它们产生的效果,图3-15中的微孔阵列旋转方向的变差一致性较好,处于零件的中心位置偏差较大。图3-16中的微孔居中性较好,但是可能在旋转方向上的偏差一致性较差。因为图3-16中实际上缺少一个自由度的约束,即旋转方向上的约束。零件在旋转过程中,基准销A或B会不确定地同零件上的基准孔接触,约束旋转自由度。另外,因为零件总是存在误差,在销A和B插入的情况下,会产生卡紧的效果,会导致坐标系的变化,从而导致零件的测量误差。
如果确定基准销B为圆柱销(可能是因为菱形销的加工成本较高),也能取得与图3-15中一样的效果,可以将零件的基准孔B改为长圆孔,如图3-17所示。
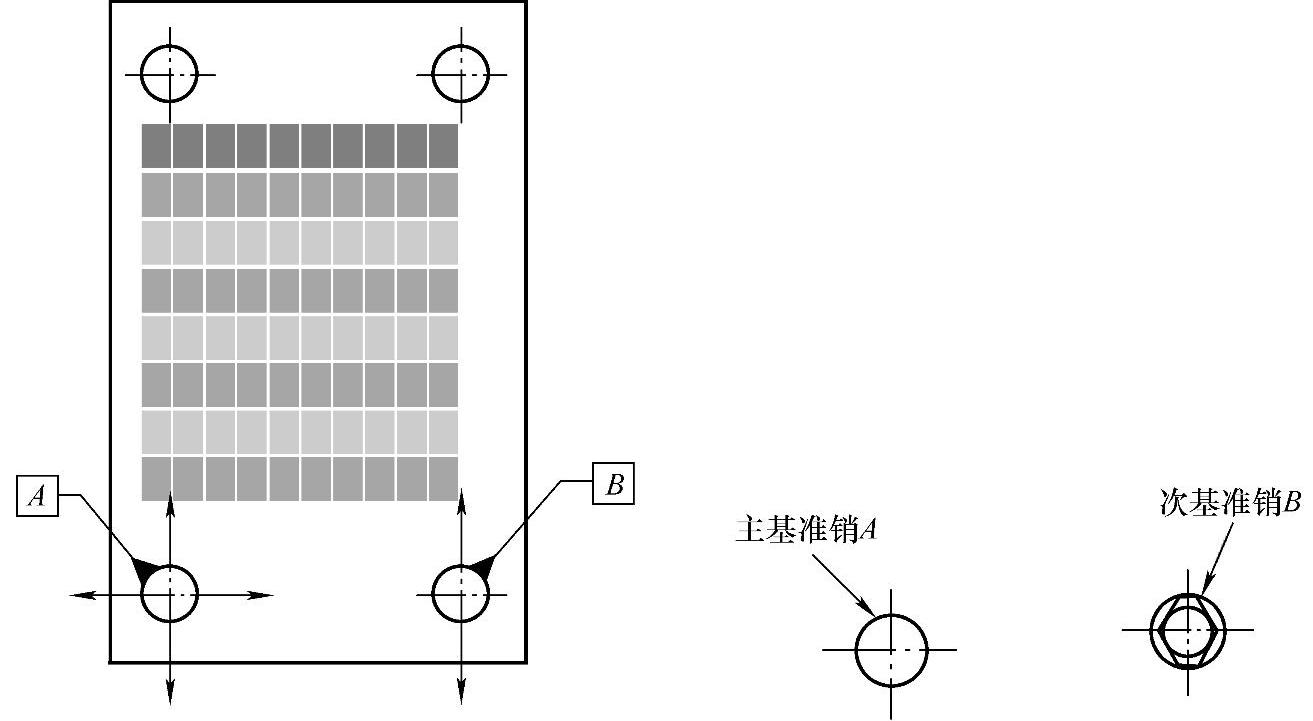
图3-15 第一种方式的坐标系(B为菱形销)

图3-16 基准销B是圆柱销的情况

图3-17 当基准销B(长圆孔)为圆柱销时的设计
因为注意到基准的可重复性,A和B的距离越大越好,于是会有采用对角线的定位方式,如图3-18所示。
图3-18中的定位方式确实比图3-17中的定位方式更为可靠,因为基准销A和B之间的线距离较长,但是其形成的坐标系也产生变化。这个零件的其他特征产生的效果是对零件的边缘有偏斜,但偏斜的一致性较好。
需要注意的是,基准B在这里是菱形销设置,如果使用圆柱销,并保证较好的定位,还是使用槽形孔。但容易发生槽形孔设置的错误。
按照图3-19a所示的设置方式,由于零件的误差,会产生零件卡紧在基准销上的情况,从而破坏基准定位。使用孔槽定位的方式,主基准销(或孔)中心应处在次基准销(或孔)的中心延长线上,或偏离角度在5°之内,以避免产生基准干涉现象,如图3-19b所示。
如果取对角线上的两个孔为基准,基准B(长圆孔)需要按照对角线连线布置,以避免干涉,如图3-20所示。(https://www.xing528.com)
图3-21所示是使用圆柱基准销的方案,这种方式的基准设置是以上所列方案中定位最可靠的。
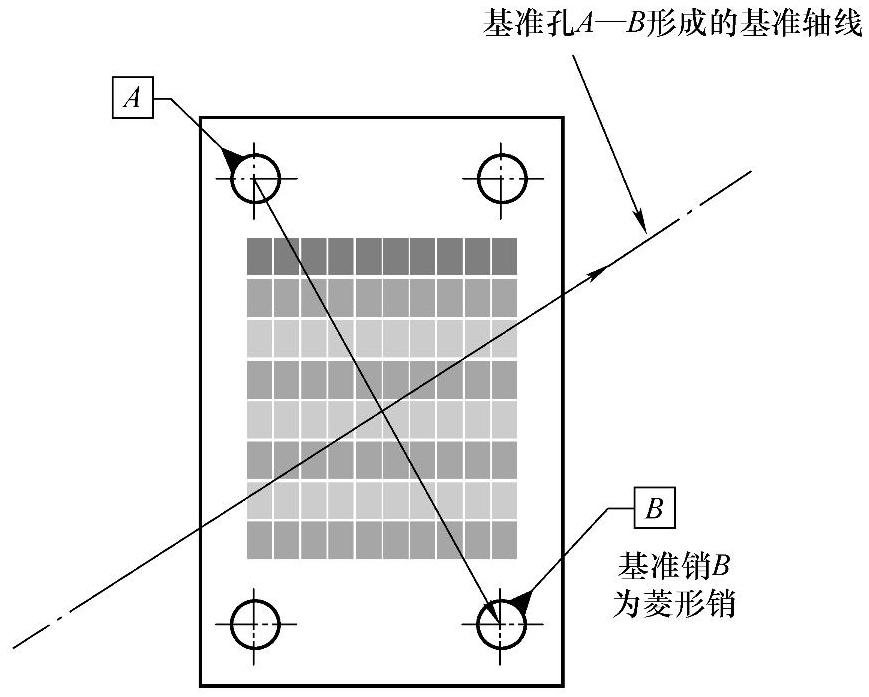
图3-18 使用对角线的定位方式
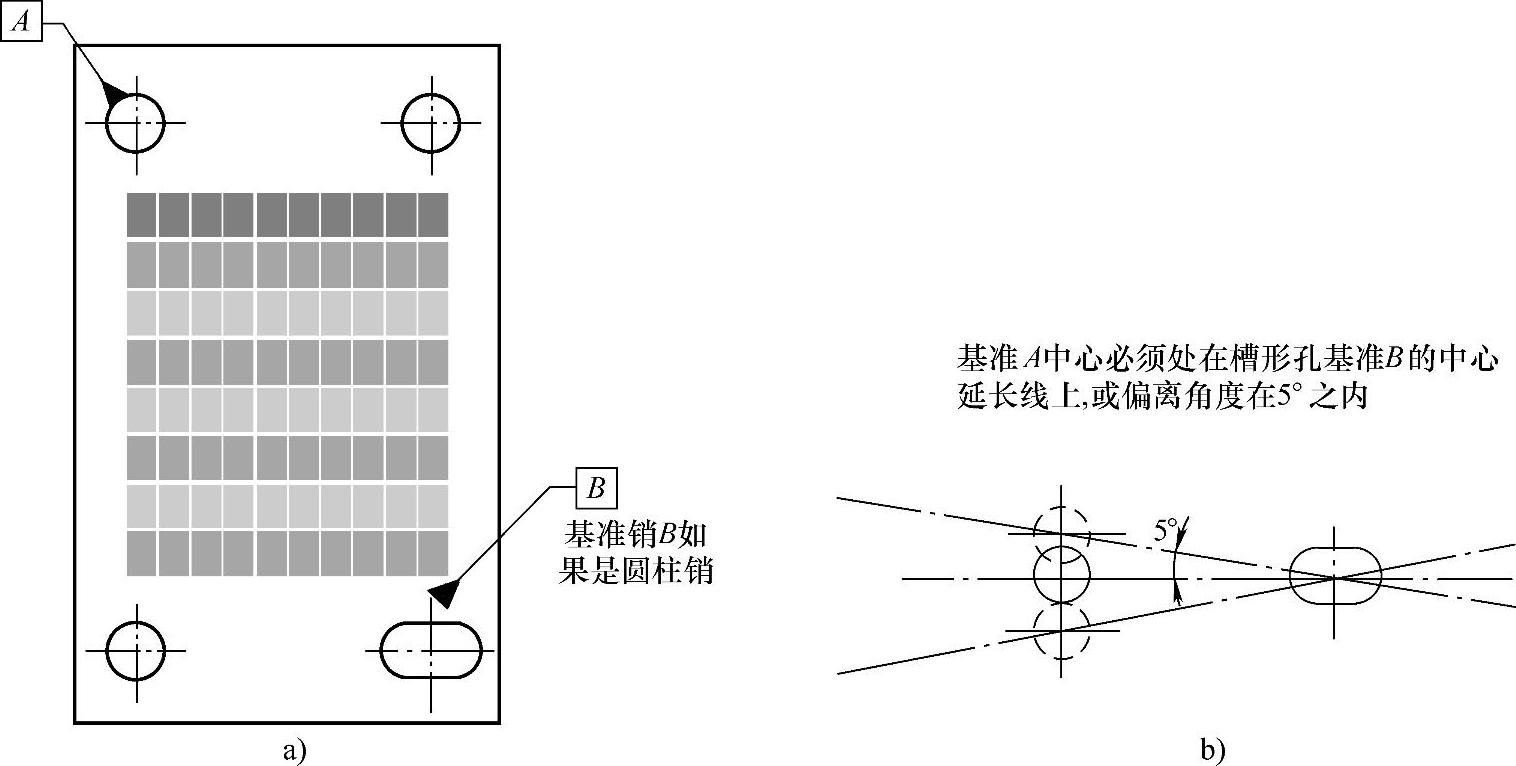
图3-19 基准B(长圆孔)的设置方式一
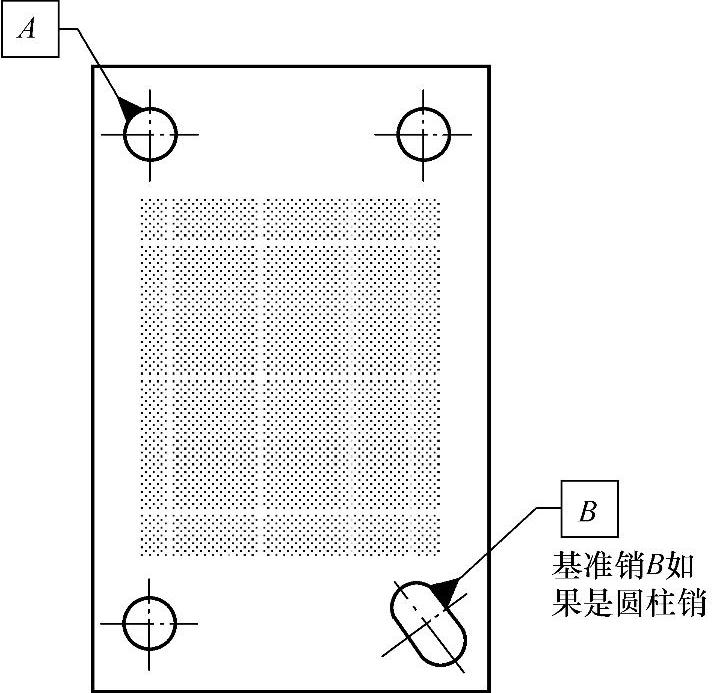
图3-20 对角线设置基准的一种方式
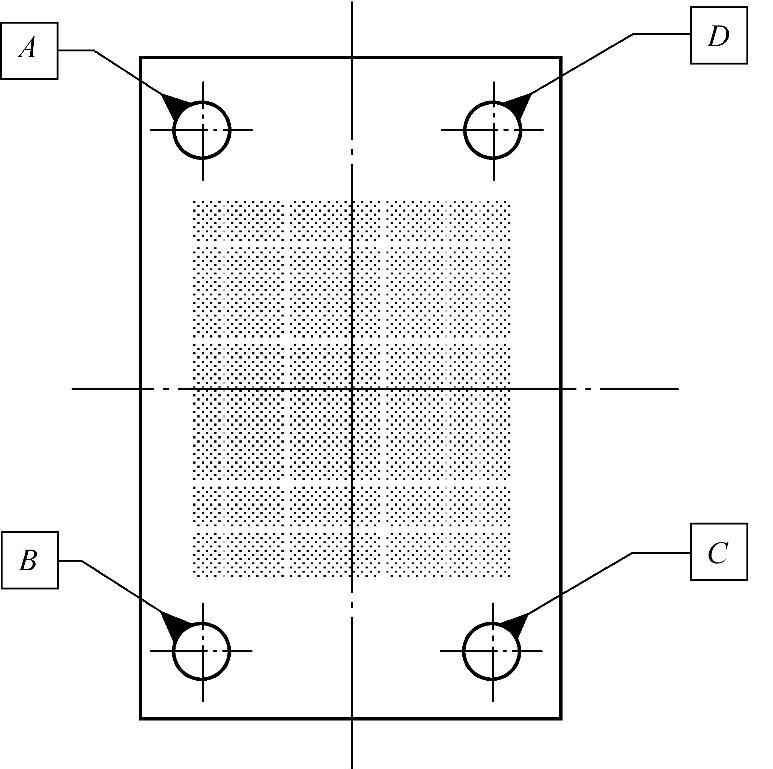
图3-21 使用4个基准销定位
在设计这类零件过程中,有的工程师直接使用4个圆柱销作为基准。当直接插入4个基准销时,基准为基准销之间垂直的两条中心线。这种基准的设置使中间的微孔特征阵列有居中分布的倾向,但是在旋转方向上,这个零件的定位是不确定的,会导致可重复性的问题。如果4个孔的加工变差小(不会产生零件和基准销卡住的情况),可以使用这种定位方式。通常情况下不建议使用(4个基准销的成本大),因为以上的两销方式可以足够定位零件和加工出理想的特征。实际设计过程中,孔A、B、C和D需要有相互位置的控制。以上的基准控制方式可以按照实际的生产需要,选择成本低、定位可靠的方式设置。
图3-22中的基准销设置方式,基准A1、A2、A3、A4互为参考基准。这种设置方式,同时也检验了4个基准销的位置关系。在要求高精度的情况下,推荐使用这种方式设置基准。
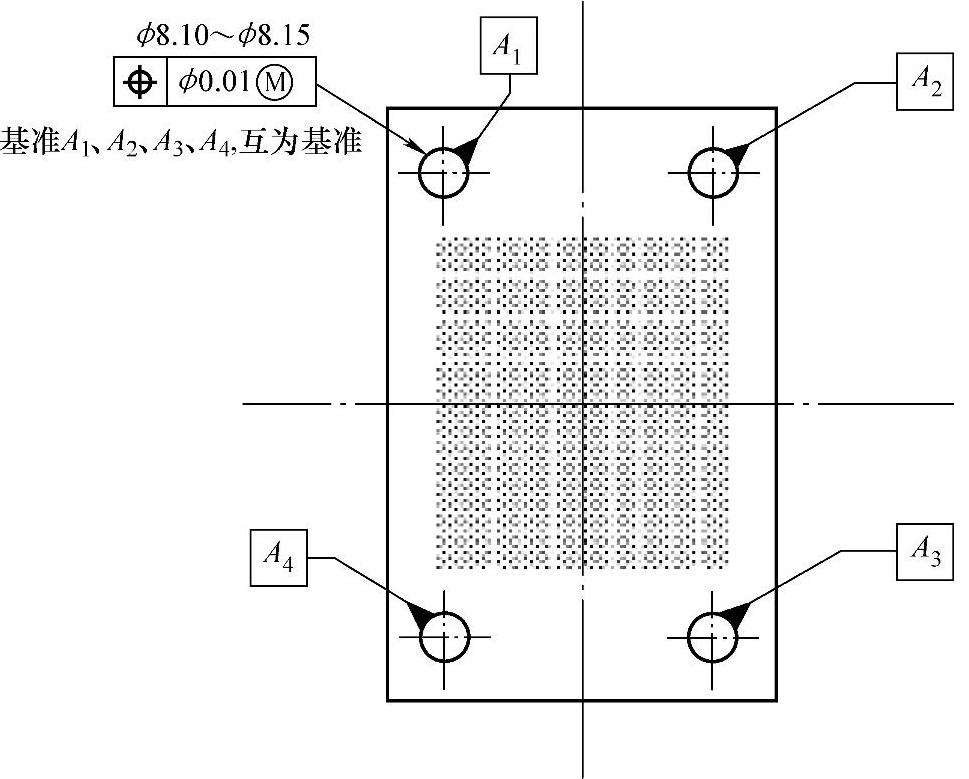
图3-22 4个基准销的设置方式

图3-23 轮毂中的圆形阵列孔的基准设置
从以上的例子可以看出,在设置基准时有多种选择,不同的基准定义会产生不同的定位效果。选取基准的原则是在保证定位可靠(可重复性好)的情况下,成本最低。
以上讨论的都是基准孔是矩形排列的时候,汽车轮毂的安装孔也有相似的定位问题,但它是圆形孔的分布阵列,如图3-23所示。
这种方式定位的坐标系原点是轮毂的中心,其基准也是5个相互定位的基准销,这里的5个基准销只是检测使用的基准。考虑加工工艺,会用到上下轮缘的两个侧面和底面作为临时基准,再使用上下轮缘侧面和轮缘底面作为基准加工出轮毂表面和轮毂中心孔,然后使用中心孔定位精加工出轮毂表面和5个安装孔和气门孔。在轮毂的设计过程中要意识到工艺基准的设置。因为轮毂需要做动平衡以减少驾驶时轮胎的振动,所以会使用圆跳动的控制方式定义零件的其他特征,并且基准不能使用MMC的方式修正,只能使用RFS的方式修正。
轮毂的加工有时候考虑到轮胎的动平衡很难保证,会故意设置偏心的夹具,使轮毂的偏心产生稳定的偏差,以便平衡轮胎的动平衡偏差。其夹具的偏心有偏轮缘或偏中心孔两种方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。