



由于大功率CO2激光器光束模式的改进和激光切割技术的不断进步,使得在厚板和大幅面板材加工中,以激光切割来取代等离子切割、火焰气割的趋势迅速增长,并不断体现其切割精度高、效率高、热影响区小的优点。
由于切割工件的尺寸和板厚不断增大,研制适合于大尺寸板、厚板的高性能宽幅面数控激光切割机是一个重要的发展趋势。
济南铸造锻压机械研究所有限公司研制的LRO412型大尺寸厚板激光切割机具有以下特点:
1.搭载式激光器
由于切割机的大型化,存在光路过长的问题,在LRO412型中,将激光器搭载在运动部件上,在机床刚度足够的条件下,避免了光路过长的缺点,使得切割质量稳定,运行可靠。
2.六轴控制系统
采用FANUC18i—LB数控系统六轴配置(X、Y、Z、A、U、W),X轴、A轴为同步轴,控制机床龙门架的前后移动;Y轴控制切割头的左右移动;Z轴控制切割头的上下移动;U轴为光路补偿轴,随着Y轴的移动而自动移动,以保证外光路的光程恒定;W轴为焦点修调轴,能够自动根据材料的种类和厚度变换相应的焦点位置。
3.恒光路技术
对于高性能大台面的激光切割机,先进的导光系统应能获得大小不变、垂直位置不变、能量密度不变的优质聚焦光点。为此,LRO412激光切割机中采用全范围内自动补偿恒定光路设计,即设计了一个独立的伺服轴(U轴),该轴的移动与Y轴运动方向相反,通过数控系统的内部运算,计算出由于Y轴移动而带来的光束传播长度的变化,然后移动U轴去弥补这一变化量,使得切割头无论在切割行程内的任何位置,自激光器出光口到切割嘴的光束长度都是恒定的,以保证经过聚焦的激光到达被切割材料时的性能和质量在整个加工范围内完全不变,从而保证此激光切割机在整个加工范围(12000mm×4000mm)内稳定、可靠地工作。
4.带自动调隙的双边同步驱动机构
双边同步驱动解决了单边驱动受力不均匀和丝杠传动转动惯量大加速性能差的问题。但在长时间运行后,齿轮、齿条传动会有磨损,使间隙过大,降低传动精度,引起振动大、噪声高,尤其对于加工范围大(12m×4m)的机床,要保证在12m全行程内齿轮、齿条始终啮合且间隙均匀,难度很大。(https://www.xing528.com)
在LRO412型号中,设计了一种自动调隙装置,将原来固定在驱动梁上的电动机座改为一端带铰轴,另一端为组合碟形弹簧的方式,依靠弹簧力的作用,使齿轮与齿条始终保持啮合。结构简单易调整,精度稳定可靠。
5.切割头的自动调焦及防撞功能
切割头具有自动调焦功能,即能在切割不同材料和不同板厚时自动调整切割光束的焦点位置。切割头还具有防撞功能,即在特殊情况时(板材变形过大或工件及废料翘起),当切割头发生碰撞时,切割头会克服磁铁的吸力与溜板脱离,开关报警,机床停止,保证切割头和Z轴装置不会损坏。
表6-3-18为LRO412宽幅面激光切割机的主要技术参数。
表6-3-18 LRO412激光切割机技术参数(济南铸锻所)
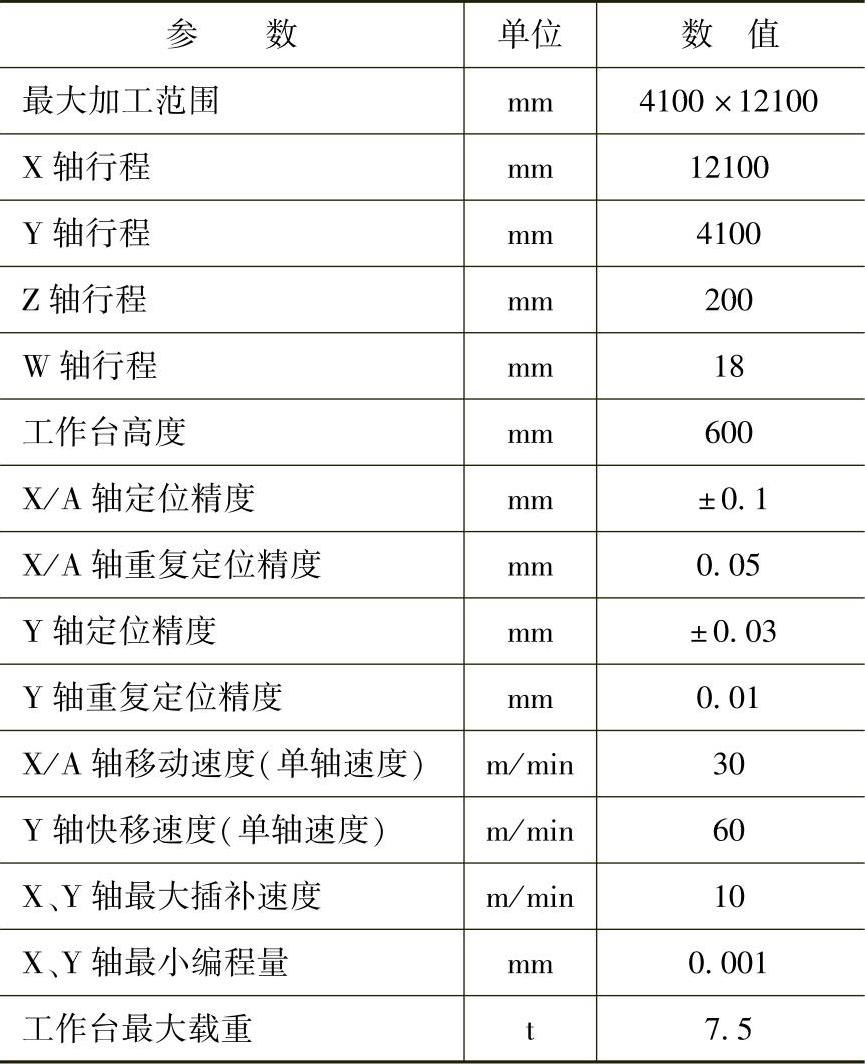
LRO412激光切割机整机重量为17t,占地面积17.5m×7m。
湖北三环生产的IMPULS系列激光切割机为宽台面重载机型,IMPULS—12530机型最大切割板材为12.5m×3m,最大承载板料重量为7600kg,当配备6000W激光器时,可切碳钢板厚25mm,不锈钢板厚20mm。机床总功率158kW,总重约42t。
深圳大族激光生产的超大幅面激光切割机G16050DE—CO2型的加工幅面为16m×5m。
德国通快生产的TruLaser8000系列柔性超大幅面激光切割机,可加工长达16m的钣金件,快速的超大幅面自动交换工作台可极大缩短生产周期,采用动态直线电动机驱动,还可选择加装第二切割头,以使生产效率翻番。采用的TruFlow激光器最高功率可达7000W。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。