



激光切割机一般由激光发生器、导光系统、数控运动系统、切割头、操作台、气源、水源及抽烟系统组成。
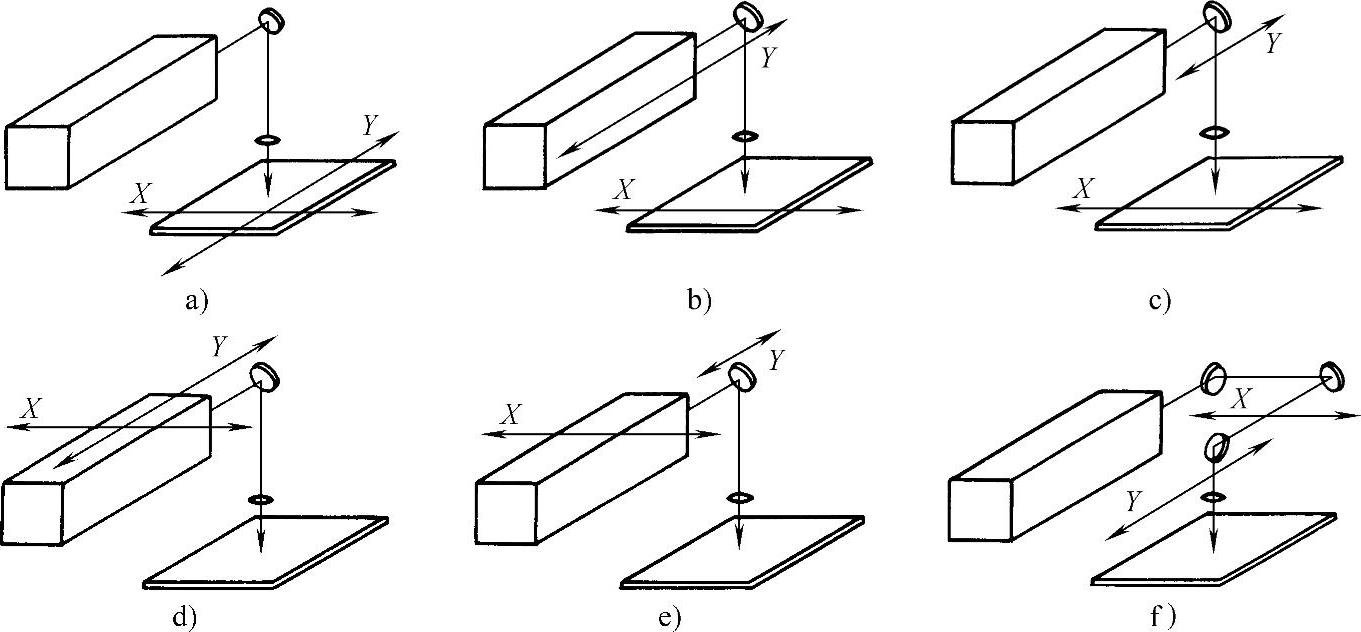
图6-3-4 激光切割机的几种运动形式
a)工件移动 b)工件与激光器移动 c)工件与偏转镜移动 d)激光器移动 e)激光器与偏转镜移动 f)偏转镜移动
激光切割过程是通过激光束(激光切割头)和被加工工件之间的相对运动来实现的,一般均为数控。数控运动的形式大致有三种:
1)激光光轴固定,工件或工作台在X、Y两个方向上移动。
2)激光光轴在X、Y两个方向上移动而工件不动。
3)激光光轴及工件都移动,一个在X方向,一个在Y方向。
图6-3-4表示了几种运动形式的示意图。对于只有工件(或工作台)移动的系统,结构简单、光路稳定性好,加工精度高,通用性强。缺点是占用工作空间较大,加工厚板时,运动部分质量大,对于只有光轴移动的系统,工件不需要夹持,材料利用率高,可加工三维形状的工件,占用工作空间较小。但要求激光器、导光系统、驱动系统、偏转镜及相应机械部分组成的整体系统有极好的稳定性。
图6-3-5所示为激光光轴及工件都移动的激光切割机的基本组成,而图6-3-6所示为激光光轴作X、Y及Z向运动,而工件不动的激光切割机示意图。
图6-3-7所示为激光切割头的结构简图,它由反射镜、聚焦透镜、冷却水系统、氧气系统、喷嘴及位置传感器等组成,另外有伺服电机及滚珠丝杠组成切割头的Z向随动系统。
激光切割机对Z向随动系统要求非常高,根据检测激光透镜至工件表面的距离,随动调整切割头的高度,要求Z轴的检测精度高于±0.01mm,同时随动速度应大于5m/min。位置检测传感器一般采用电容式。

图6-3-5 光轴及工件都移动的激光切割机(https://www.xing528.com)
1—冷却水系统 2—激光气瓶 3—辅助气体瓶 4—空气干燥器 5—数控装置 6—操作盘 7—伺服电动机 8—工作台 9—切割头 10—聚焦透镜 11—丝杠 12—反射镜 13—激光束 14—反射镜 15—激光振荡器 16—激光电源 17—伺服电动机及驱动装置
Z轴的拖动重量在2~5kg以上时,应安装重力平衡装置,一般多采用气缸拖动的方式,如图6-3-8所示,在高速飞行光路设计中,这一点尤为重要。
X轴与Y轴的运动是激光切割过程的主要运动,它是一个高速定位、快速插补的运动过程,目前国际上采用直线电动机驱动方式的高速定位速度可达到254m/min,加速度可达到10G;而一般用伺服电动机和丝杠传动的高速定位速度则达到85m/min,加速度为1.5G。其导轨副最好采用轻预压或中预压的精密直线滚珠导轨,以保证高速运行的精度。
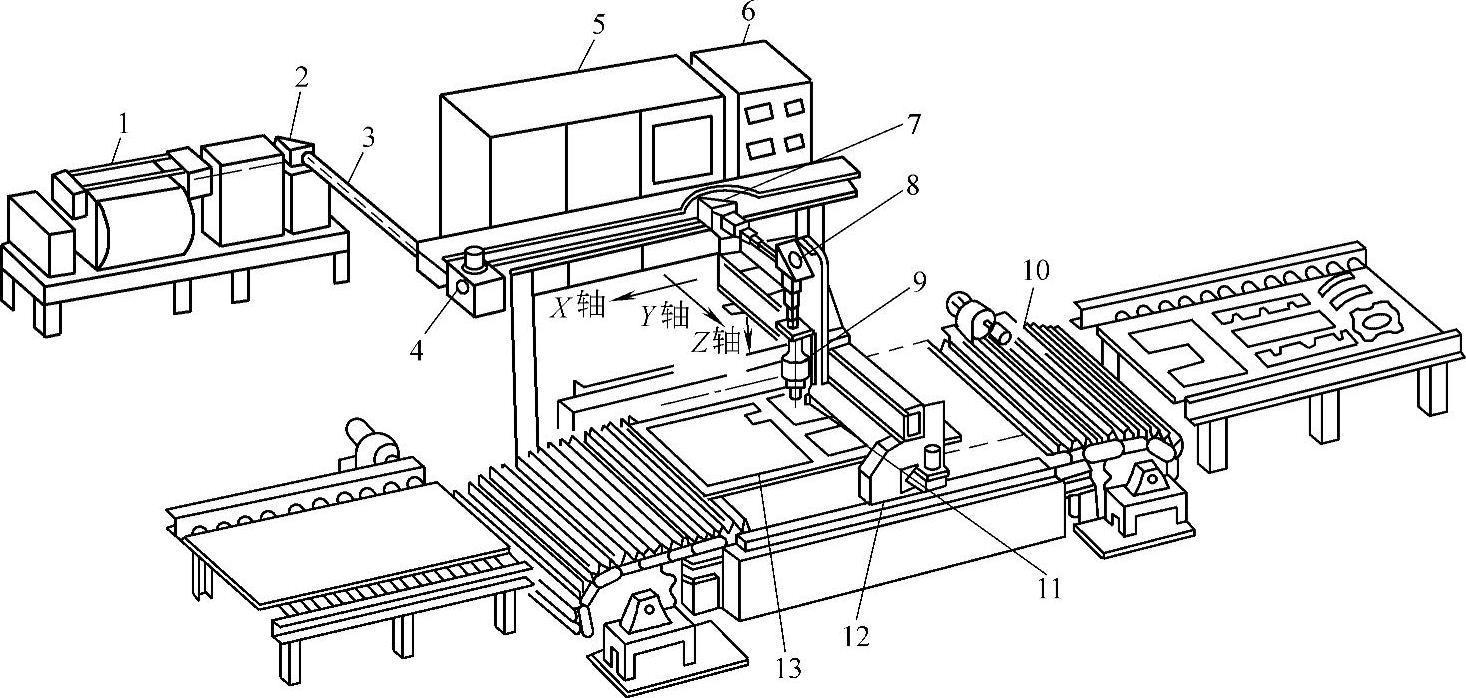
图6-3-6 工件不动的激光切割机
1—激光器 2、4、7、8—反射镜 3—激光束 5—激光电源 6—数控装置 9—聚焦透镜 10—传送带 11—高度传感器 12—齿轮与齿条 13—工件
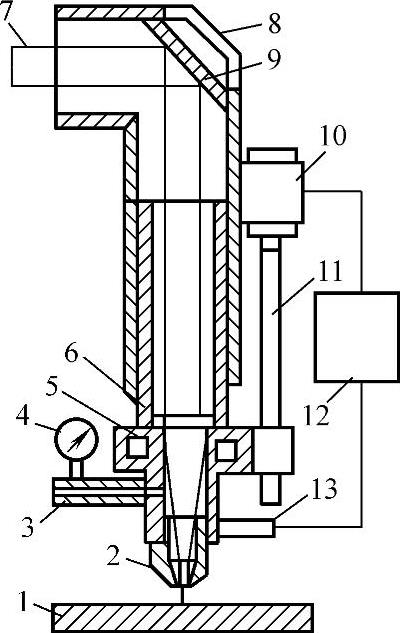
图6-3-7 激光切割头及其随动系统
1—工件 2—喷嘴 3—氧气进气管 4—压力表 5—透镜冷却水套 6—聚焦透镜 7—激光束 8—反射镜冷却水套 9—反射镜 10—伺服电动机 11—滚珠丝杠 12—放大控制及驱动电器 13—位置传感器
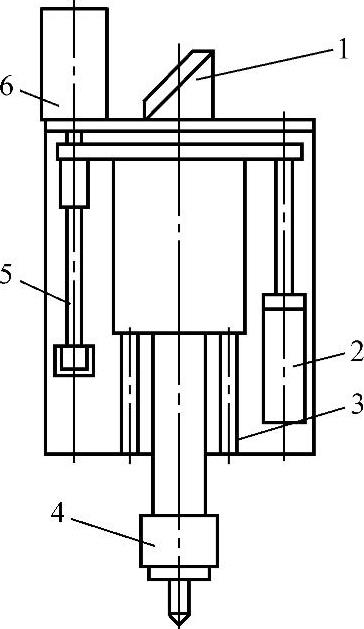
图6-3-8 Z轴随动机构的平衡气缸
1—反射镜 2—平衡气缸 3—直线导轨 4—切割头 5—滚珠丝杠 6—伺服电动机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。