



(一)切口质量
(1)切口宽度 切口宽度同光束模式和聚焦后的光斑直径有很大关系,CO2激光束聚焦后的光斑直径一般在0.15~0.3mm之间。在切割低碳钢薄板时,焦点一般在工件上表面,切口宽度大致等于光斑直径。随着切割板厚的增加,切割速度下降,就会形成上宽下窄的楔形切口,如图6-3-3所示,且上部切口宽度往往大于光斑直径。一般CO2激光切割碳钢时的切口宽度约为0.2~0.3mm。

图6-3-3 激光切割的切口
(2)切口倾角θ 一般在0°~1°之间,看不出明显的倾斜。切口下缘也会有倒V形的塌角量ΔF,但也不明显,ΔF值约为几十个μm。
(3)切割面粗糙度 影响切割面粗糙度的因素较多,除了光束模式和切割参数外,还有功率密度,工件材质及厚度。一般,粗糙度随板厚的增大而变大,板厚1mm时(低碳钢),粗糙度约为10μm级。
(二)光束横模
光束横模代表激光束光场的横向分布规律,其形式又分为:基模、低阶模和多模。
(1)基模 是切割的最理想模式,主要出现在功率小于1kW的激光器。
(2)低阶模 与基模比较接近,主要出现在1~2kW的中型功率激光器。
(3)多模是高阶模的混合,出现在功率大于3kW的激光器。
单模(基模)激光的切割能力优于多模。(https://www.xing528.com)
(三)焦点位置
焦点位置对切口宽度和切割深度影响较大,一般选择焦点位于板材表面下方的大约1/3板厚处。
(四)激光功率与切割厚度
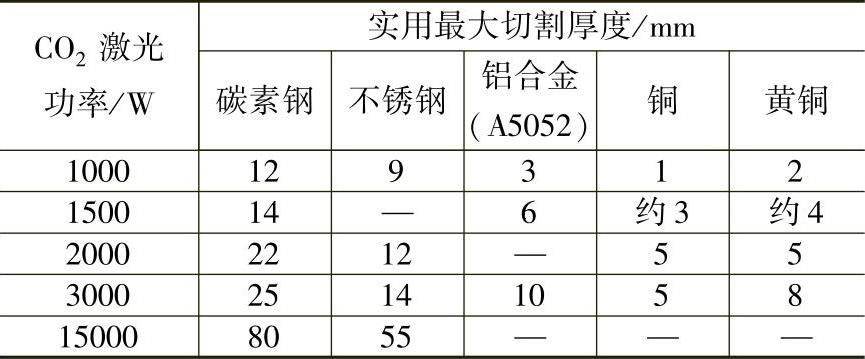
激光功率越大,能切割的材料厚度也越厚,表6-3-1为各种功率的CO2激光切割不同金属材料的实验最大厚度。
表6-3-1 激光功率与材料切割厚度
(五)切割速度
切割速度直接影响切口宽度和切口表面粗糙度。不同材料的板厚,不同的切割气体压力,切割速度有一个最佳值,约为最大切割速度的80%。切割速度过高,切口清渣不净;切割速度过低,则板材易过烧,且切口宽度和热影响区过大。
(六)辅助气体的种类和压力
对于铁系金属如低碳钢等,多采用O2作辅助气体,以利用铁氧燃烧反应的热量促进切割过程,有资料估计这部分热量能占总切割能量的70%左右。但采用压缩空气则比较经济。而不锈钢与氧气的反应效果很小,为了能得到洁净的切口,可采用氮气作为辅助气体。切割钛时,当要求高的切口质量,可使用氩气(Ar)。
激光切割对辅助气体的基本要求是进入切口的气流量要大,速度要高,以便有充足的气体使切口材料充分进行放热反应,并有足够的动量将熔融材料喷射带出。喷嘴气流压力过低,吹不走切口处的熔融材料,压力过高,易在工件表面形成涡流,反而削弱了气流去除熔渣的作用。在高速切割薄板材料时,以(3~4)×105Pa的气压为宜,切割厚板时用中压,而切割铝材和不锈钢时,压力要求更高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。