



图6-2-5所示为JK92—40型转塔自动换模式数控步冲压力机的传动原理图。主电动机1通过带2带动飞轮3转动,通过主离合器4、偏心轴5和滑块6带动打击器7对板料进行冲压加工。上、下转塔13、14装有32套模具,分内、中、外三圈布置。为此装有一个三位置的打击器气缸22,推动打击器,选择内、中、外位置。
上、下转塔14、13由转塔伺服电动机10驱动,经转塔减速器9,转塔离合器11和链传动8使其同时同向旋转,以选择模位。为了使上、下转塔定位准确,保证凸模与凹模在同一轴线上,在转塔圆柱面上设有20对锥形定位套,由转塔气缸12推动锥销定位。
板料的进给机构由X、Y轴和夹钳三部分组成。Y轴伺服电动机17通过带18、滚珠丝杠16带动移动工作台15作Y向运动。移动工作台上装有X向移动机构,由X轴伺服电动机21驱动,通过相应的滚珠丝杠(垂直于纸面方向,图中未画出)使其上的溜板(垂直于纸面方向,图中未画出)作X向运动,溜板上装有两副夹钳19,由夹钳气缸20推动夹紧,弹簧复位,以夹紧和松开工件。
此压力机采用闭式机身,工作台外置。
采用转塔自动换模装置后自动化程度更高,换模时间更短,但压力机整个结构复杂化,造价提高,且上模的导向长度受到转塔高度的限制,导向精度较差。
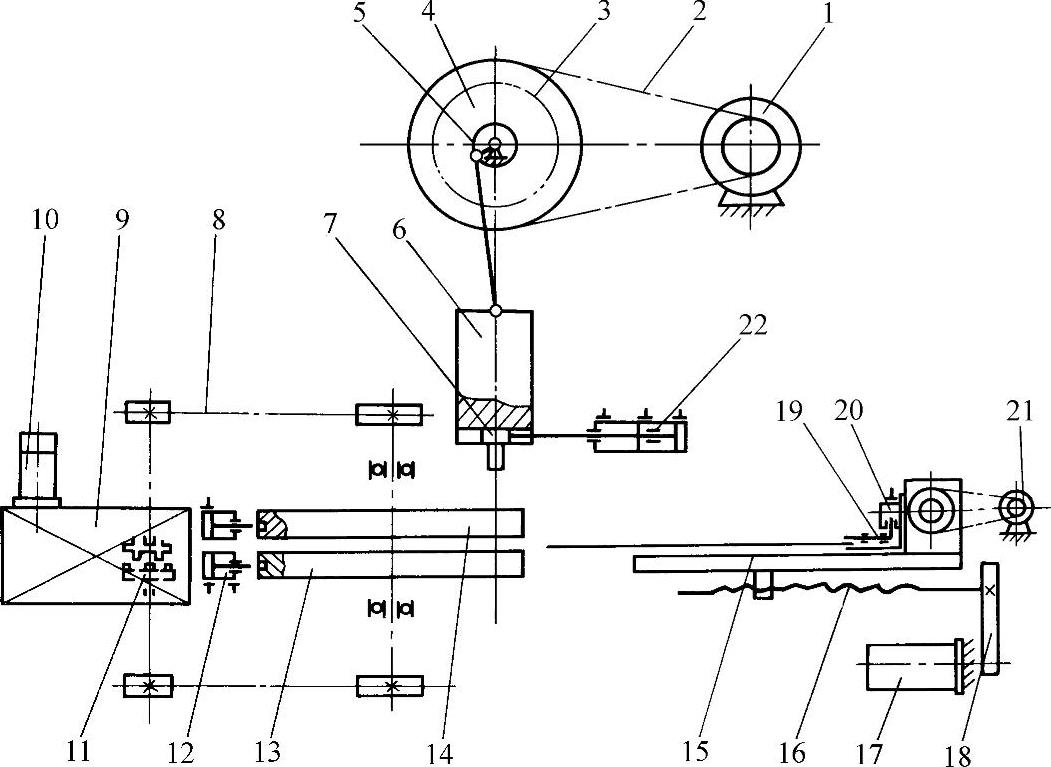
图6-2-5 JK92—40型转塔自动换模式数控步冲压力机传动图
1—主电动机 2—带 3—飞轮 4—主离合器 5—偏心轴 6—滑块 7—打击器 8—链传动 9—转塔减速器 10—转塔伺服电动机 11—转塔离合器 12—转塔气缸 13—下转塔 14—上转塔 15—移动工作台 16—滚珠丝杠 17—Y轴伺服电动机 18—带 19—夹钳 20—夹钳气缸 21—X轴伺服电动机 22—打击器气缸
图6-2-6所示为日本天田公司的PEGA—305072型转塔自动换模式数控步冲压力机的外形图。此机采用机械驱动、闭式机身、工作台内置的形式。设有二次定位装置,可使加工的板料长度增大一倍。其原理是先将一半板料加工完毕,然后用二次定位装置夹紧,松开夹钳。开动X方向的伺服电动机,将夹钳移至板料另一半,夹紧夹钳,再进行冲压加工。现在的数控步冲压力机,大多装有此种装置。
机械驱动的数控步冲压力机,其工作机构大多采用曲柄滑块机构。这种机构的行程曲线为余弦曲线,在冲压工作时,速度较大,故振动和噪声较大。日本天田公司PEGA—S358型压力机的工作机构采用复式凸轮机构,其滑块行程曲线为变性余弦曲线。在冲压工件时,速度较慢,如图6-2-7所示,故振动和噪声大大减轻,根据资料介绍可降低15%。日本村田公司MOTORUM2000系列的压力机则采用伺服电动机驱动的结点可调的肘杆机构。由于伺服电动机变速容易,肘杆机构运行合理,适当组合就很容易使滑块获得低速冲压、高速回程的特性,达到既使振动和噪声减低,又能保证生产率的理想状态。
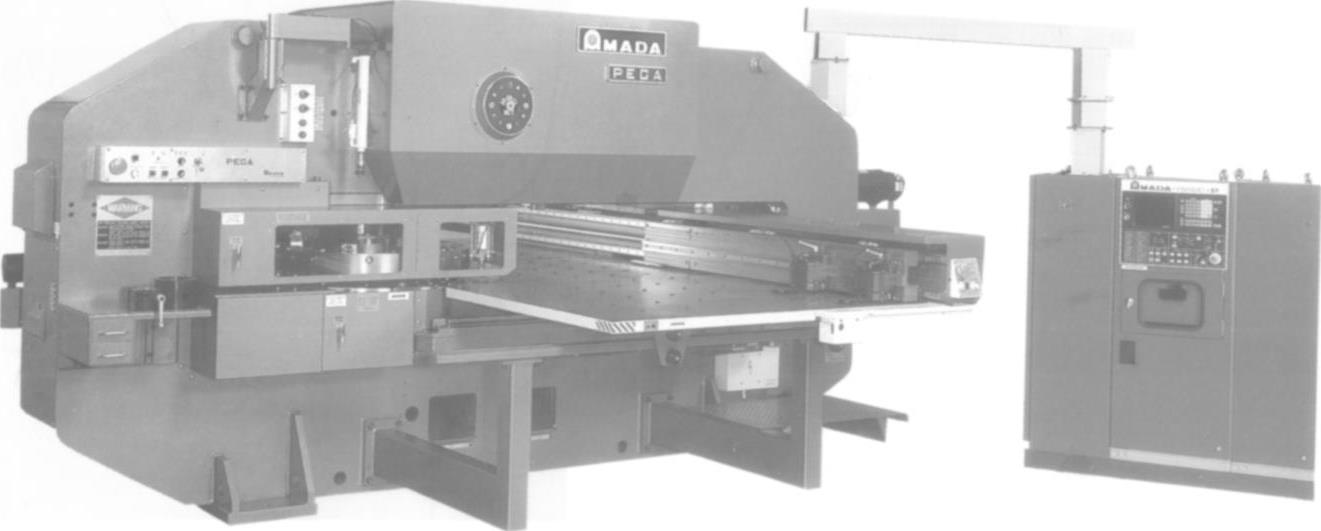
图6-2-6 PEGA—305072型数控步冲压力机外形图(https://www.xing528.com)
日本天田公司最近推出的EMNT系列压力机的结构,将两伺服电动机直接装在曲轴的两端,简化了传动系统,其滑块行程次数达1800次/min,生产率很高。而且,由于伺服电动机变速容易,可使冲压时速度较低,噪声较小。该系列压力机还装有能量回收装置,大大降低能源消耗,与该公司生产的液压驱动的同类机床相比,电力消耗减少60%。
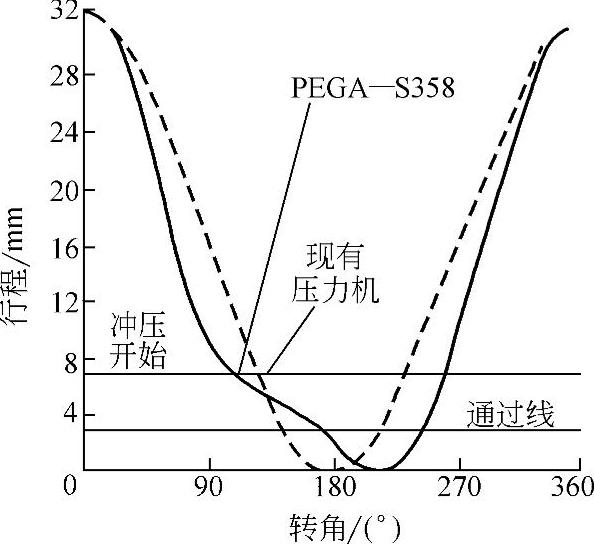
图6-2-7 工作机构行程曲线比较图
数控转塔冲床采用交流伺服电动机直接驱动主传动系统已经成为一种发展方向。近年来,我国也有一些厂家采用这种驱动形式,如江苏金方圆公司的DMT系列双电伺服数控转塔冲床和济南铸锻所公司的SPE21250型数控转塔冲床。后者的工作机构还采用了新型的连杆长度快速可调的曲柄滑块机构,并采用了偏心距较小的偏心轴,可同时满足较大的换模空间与较小的冲压行程的需要。由于偏心轴的偏心距较小,其所受到的工作扭矩较小,故可以采用较小功率的伺服电动机。据称,11kW的伺服电动机可以满足300kN公称压力的要求。该转塔冲床生产率很高,步距1mm时步冲频率达1000次/min,冲点频率可达1800次/min。
液压驱动的数控步冲压力机,其冲压工作系统采用液压伺服系统,滑块的行程曲线可进一步得到优化。例如,日本天田公司的VIPROS255型压力机采用了高性能的线性伺服阀,能在一个工作周期内高速切换,故冲压工作的噪声可进一步降低。
我国扬力集团公司生产的MP8、MP10系列的数控步冲压力机,其液压系统采用了德国哈雷公司(H+L)的产品,稳定可靠,能耗较小。
由于快速液压伺服阀性能的不断提高,故采用液压驱动的压力机,其滑块行程次数也不断提高,可以与机械传动的压力机的相媲美。如金方圆有限公司的RT-300型压力机其滑块行程次数为1000次/min,扬力集团公司的α30型压力机其滑块行程次数为1200次/min。
用数控步冲压力机进行冲压工作是一个高度自动化的工作,为减少因模具磨损而停机更换的次数,故尽量提高模具及转塔的硬度及耐磨性。例如,日本天田公司的PEGA系列,转塔取用激光热处理,寿命提高了8倍。美国史翠柏公司的模具寿命也提高了5~7倍。此外,该公司的压力机的转塔的每一个模位,都装有淬硬的钢套,便于更换,且经济。
为了提高工件精度,提高模具寿命,除了增大转塔厚度,提高模具导向长度,提高转塔的定位精度以外,更重要的是提高机身的精度,减少角变形。现在的数控压力机,都在机身的合理设计、提高刚性方面下很大的功夫。例如美国史翠柏公司的R系列压力机,机身都经过计算机优化设计,侧板重量增加47%,机身刚度提高28%。S系列压力机,机身侧板增厚33%,机身刚度提高40%。
提高压力机的步冲次数对提高生产率是至关重要的。过去的压力机,步冲次数大多为300~400次/min,而现在,不少成倍增加。例如日本村田公司的VEC-TRUM3000α压力机,步冲数为1000次/min,因而生产率大大提高。与它过去的VECTRUM3000旧型号相比,生产同样的工件,所需时间缩短50%,能量损耗降低近30%。又如,日本天田公司的EMNT系列压力机,其步冲次数很高(1800次/min),即使步冲间距选择很小时,也不影响生产率,但冲出的零件,边缘精度很高,无需修整即可使用。又如芬兰芬会公司的E5—25型200kN数控步冲压力机,其步冲速度达2000次/min,能够进行雕刻等精细工作。有些厂家的压力机,其雕刻速度更高,如德国的通快公司的TRUMATIC5000R型压力机达2800次/min。
为了使冲出的板料零件质量提高,现在的数控步冲压力机都做了很多改进工作。例如使用毛刷式工作台面,减少板料表面被刮伤;使用全浮式夹钳,减少板料的扭曲变形;使用真空吸废料装置,避免废料反弹,延长模具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。