



S4是萨瓦尼尼公司二十多年前开发出的一套独特的金属薄板冲剪复合系统,经过二十多年的不断研究完善,已形成一种全新概念的S4冲剪复合系统。一般转塔冲床(回转头压力机)只有一个冲头,几十套不同的模具装在转塔(回转头)上,依靠回转头的转动来更换模具。而S4冲剪复合系统中,则具有60~90个独立的形状或尺寸各异的冲模,由各自的液压缸驱动,压力大小也不相同,有70kN、120kN与260kN的,如图6-1-8所示。这些独立的液压冲头各有自己的固定位置,冲不同的孔时,不需转换模具,只需在x、y两个方向上移动板材即可,省去了转换模具的时间,缩短了板材运动的距离,生产率比回转头压力机提高约2.5倍。在这些小液压冲头中,还有少数几个可以自转,以完成不同方向的加工需要。板材在工作台上除了作x、y方向的运动外,还可作90°、180°和270°回转。

图6-1-8 S4柔性冲剪复合系统(Salvagnini)
与液压冲头群相邻的是一个400mm×400mm的直角剪板机,两者组合在一起形成S4。它的两个刀片可沿x、y方向单独运动或两个方向同时运动,刀片间隙可以按板材种类与厚度自动调整。由于直角剪与液压冲头群相邻,所以在一块金属板上要加工成若干个零件时,可以在完成一部分冲孔程序后,将某一零件剪切下来,送入后续折弯工序,以保证折弯中心连续地有节奏地进行生产。
S4的冲剪精度如下:
冲切精度: 0.1mm
定位精度: 0.06mm(±0.03mm)
重复定位精度: 0.03mm(±0.015mm)
剪切直线度: ±0.1mm
剪切尺寸精度: ±0.15mm
剪切平行度: ±0.15mm
可冲剪板材最大厚度:(https://www.xing528.com)
铝(UTS200N/mm2): 5mm
钢(UTS410N/mm2): 3.5mm
不锈钢(UTS680N/mm2) 2mm
P4板材折弯中心也是萨瓦尼尼公司二十多年前提出开发的,其构思完全不同于一般折弯机。其原理如图6-1-9所示。用上刀向下折弯,也可用下刀向上折弯,折弯次数不受限制。机械手带动板材前后移动与转动,以便进行多边折弯。在折盒形工件时,需按长边的内边长度调整板材压紧器的长度,可以手动调整(3min)、半自动调整(90s),而自动调整时则不需调整时间。
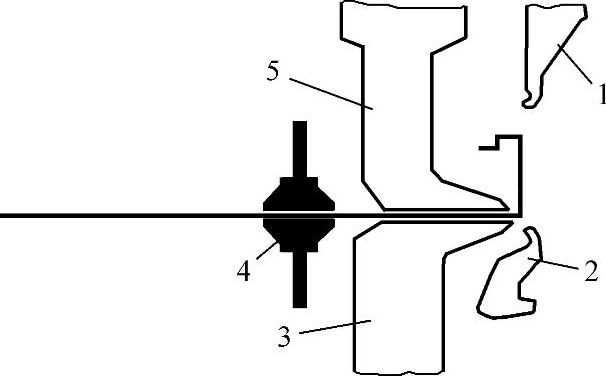
图6-1-9 P4折弯中心原理图
1—上刀 2—下刀 3—反刀 4—机械手 5—板料压紧器
P4折弯中心的突出优点是用同一把上刀与下刀可以折弯所有的工件,不需更换上、下刀,节省了换刀时间,也避免配备很多种刀具。对已冲剪好的板材,以板材的切口定位,一次定位可以完成多边折弯,消除了由于多次重复定位所引起的积累定位误差,折弯精度非常高,且具有刀具动态补偿。折弯后的角度精度为±30′,折弯后两个对边的平行度为±0.1mm/m。
P4有较强的软件功能,可完成压紧器的自动编程与折弯程序的自动生成。加工过程中,板料的送进与转动都是连续而自动的,因此加工时间可缩短很多,特别是折盒形工件。如折一件4次90°正折弯工件仅28s,折一件2次90°正折弯、8次90°负折弯、4次45°正折弯的复杂工件也仅需44s。
而S4P4金属板材FMS则是把冲剪复合系统S4与多边折弯中心P4集合在一条线上,它包括以下组成部分:自动上料、冲剪部分S4、堆垛料部分、板材翻转部分、折弯中心P4、自动卸料等装置,再配以单列仓库或多列仓库,它们根据需要可以有不同的组合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。