



图5-7-21所示为自动辊锻操作机,是单独由气动液压传动,和辊锻机采用电气连锁,二者之间无机械联系,因而便于装拆,易于装配到旧型号的辊锻机上。操作机可借助于辘轳滑车机构离开主机,以便装拆模具及维修机器。
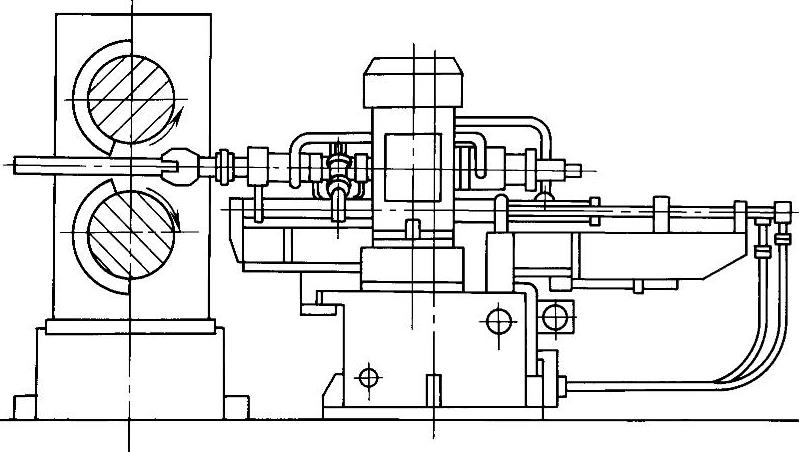
图5-7-21 自动辊锻操作机
在第一道扇形辊锻模位置上,夹钳抓取加热好的坯料,将辊锻机的离合器接通,锻辊开始旋转。夹钳持料可在一副模具中多次重复辊锻。辊完一道工序后,夹钳横移,各工序之间的横移距离可不相等,每横移一步夹钳可绕自身轴线旋转90°。辊锻完最后一道工序把锻件抛入锻辊后面的输送道运走。离合器脱开,操作夹钳复位。操作机的所有动作都是用预选式控制板预先选定的。
(一)夹钳运动速度与锻件辊出速度的同步
在辊锻过程中,锻辊的速度是固定不变的,而锻件在其轴线方向上各个断面的变形是不一致的。在此情况下,若送料夹钳的运动速度不能与锻件的辊出速度同步,便会使锻件拉长或压缩镦粗。又当送料夹钳系统的质量较大时,它的退后运动就不应该由锻件来推动,夹钳自身应有驱动力使之与锻件的辊出速度随动同步。
图5-7-22所示为使二者速度相等或近似相等的夹钳操作过程随动机构。加热好的坯料1顺C方向推入夹钳3中夹紧。夹钳杆8被推动后退,当触到定位器14时停止运动并定位。夹钳在前位置时,滑动缸19与定位面6相接触,这时腔5通过管道7与16接通。锻辊2与4旋转后,坯料按C方向咬入随着夹钳向后运动,当阀芯9把管道16遮住时,阀芯11便把回油管道10打开,腔5里的油便回油箱。这时管17中的压力油随即流入腔18中。由于管道16被遮住,压力油在B方向上推动滑动缸,使坯料后退。
如果滑动缸在B方向上的后退速度比坯料在C方向上的辊出速度快时,阀芯11将遮住油管道10,这时滑动缸的运动则会暂时制动或者向前或向后。这样,在辊锻过程中滑动缸带着夹钳即可与锻件的辊出速度同步。
如果滑动缸在B方向上的运动产生一次限程时,气缸15的腔13将从储气罐12中充以压缩空气,使阀芯9、11向A方向运动,于是滑动缸向着A方向运动,直到碰到定位面6时为止。
(二)夹钳动作程序(https://www.xing528.com)
自动辊锻操作机在进行多工位辊锻时,其夹钳的动作程序有两种,如图5-7-23所示。
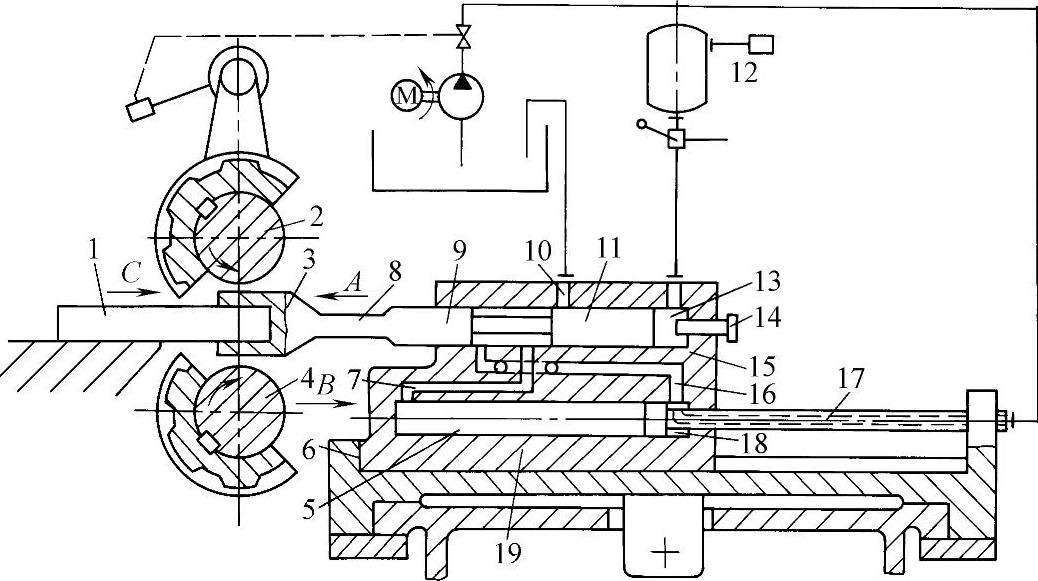
图5-7-22 夹钳操作过程的随动机构
1—坯料 2、4—上、下锻辊 3—夹钳 5、18—油腔 6—定位面 7、10、16、17—油管道 8—夹钳杆 9、11—阀芯 12—储气罐 13—气腔 14—定位器 15—气缸 19—滑动缸
1)夹钳的纵向运动与辊锻机用机械驱动的动作配合程序如图5-7-23a所示。因为夹钳每次纵向运动的行程受从锻辊轴端输出的传动机构约束不能随时调整,因而它的行程是等值而固定的,并且行程值应该是最长一道锻件的延伸值再加上一段余量的长度。在每辊完一道锻件后,夹钳横移一步并同时翻转一个角度。
2)夹钳的纵向送进运动与锻辊无机械联系而是通过电气控制时,只要锻件辊出模膛一段距离后,夹钳便可向下一个模膛的位置横移,并翻转一个角度待咬入模膛进行辊锻。夹钳的动作程序如图5-7-23b所示。这种动作程序,操作机可不停的工作。
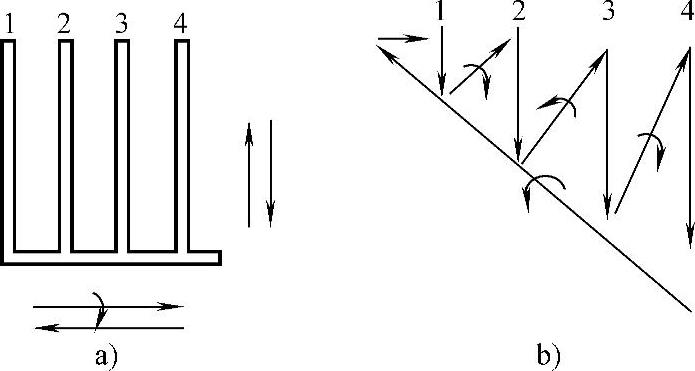
图5-7-23 夹钳动作程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。