



(一)悬臂式辊锻机
悬臂式辊锻机如图5-7-2所示。锻辊的工作部分悬臂伸出于机架外部,便于装拆和更换锻模,特别适宜环形模的装拆。锻辊直径相同时,比双支承辊锻机可辊锻更长的锻件,其原因是环形模的工作包角可达240°~270°之故。可在锻辊轴线的前、左和右三个方位操作,特别灵活方便。在其上可完成毛坯的拨长,特别是完成横向展宽工艺极为方便,如垦锄的展宽。
悬臂式辊锻机的刚度较差,多用于制坯工序。机架通常采用铸铁铸造成整体或分体式的,均用拉杆以预应力拉紧增加其强度与刚度。为了增加锻辊悬臂部分的强度与刚度,安装有特殊结构的拉杆装置,并装有轴承及调节机构以适应锻辊的工作状况,实际上已构成双支承状态。
(二)双支承辊锻机
双支承辊锻机如图5-7-3所示。锻辊的工作部分安装在两机架轴承之间,锻辊具有较大的刚度。通常将锻模制成扇形,工作包角最大不超过180°。
为了辊锻如汽车前梁类较长的锻件,需要将锻模的工作包角增大到270°以上时,近年来在大规格(锻模公称直径在800mm以上)的双支承辊锻机上,装设有单独的驱动机构,沿底座上的轨道将其外侧机架拖动,使之与两锻辊脱离开一段距离,可较容易地将环形锻模套入锻辊上或拆下来。使外机架移动的速度有两档,以快速移开或返回,以慢速将锻辊装入机架上的轴承中,以保证安装精度,但该结构较复杂。
在上锻辊伸出于外机架的轴上装设曲柄滑块机构,并设工作台,在其上安装模具,可完成剪切、弯曲、切边及冲孔等工序。

图5-7-2 悬臂式辊锻机
1—传动 2—长齿调节机构 3—偏心套中心距调节机构 4—上锻辊 5—下锻辊 6—锻模固定及角度调节机构
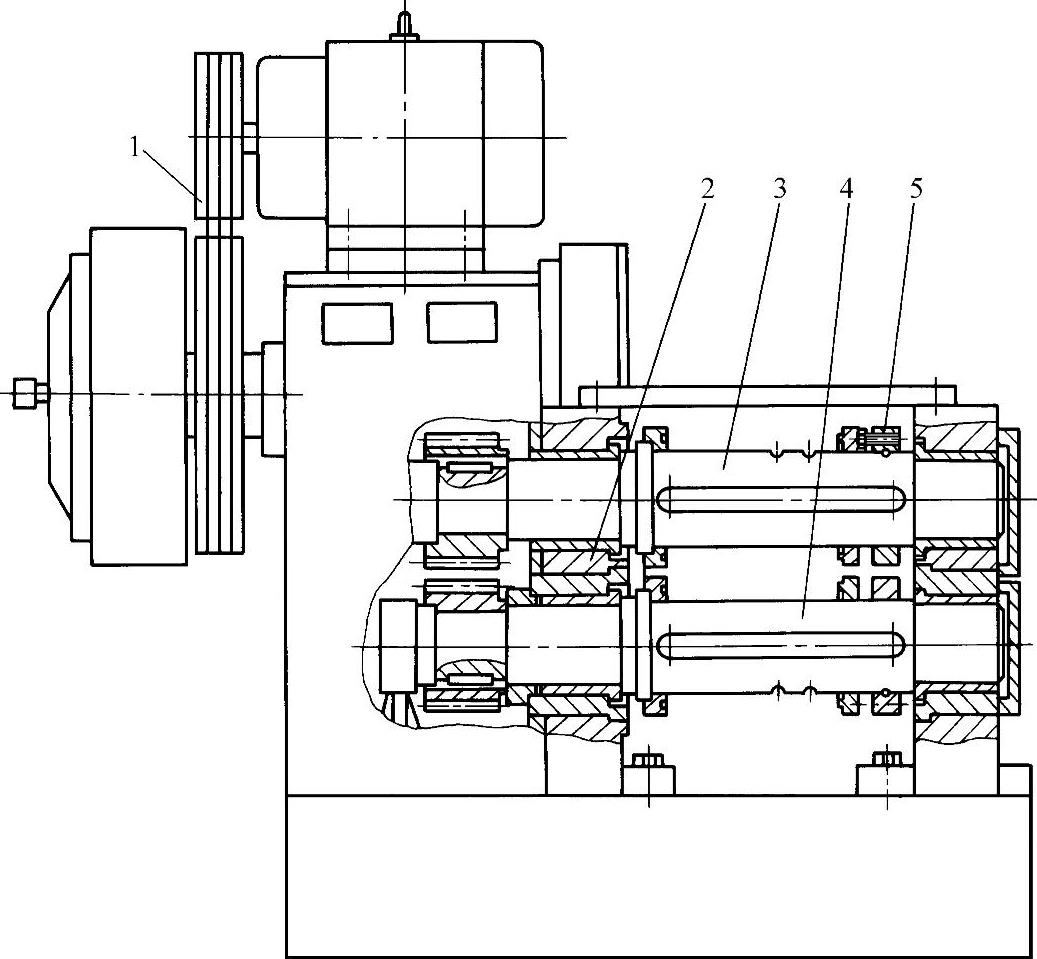
图5-7-3 双支承辊锻机
1—传动 2—偏心套中心距调节机构 3—上锻辊 4—下锻辊 5—锻模固定及轴向调节机构(https://www.xing528.com)
双支承辊锻机多用于冷、热预成形辊锻,有时也用于制坯。机架受力大,多用铸钢或钢板焊接件制成,广泛采用整体封闭式框架或双圆孔整体式结构。为了便于加工制造,大规格者也有采用组合式框架结构,分成上、下横梁及立柱数件,然后用拉杆预紧成一体。
(三)复合式辊锻机
复合式辊锻机如图5-7-4所示。在结构上充分集中了双支承式和悬臂式辊锻机的特点,兼有二者的性能和优越性。在双支承机架之间的锻辊工作部分称内辊,悬伸的部分称外辊。内外辊由一台电动机通过V带和齿轮减速箱直接驱动,结构紧凑,刚度好,强度高。
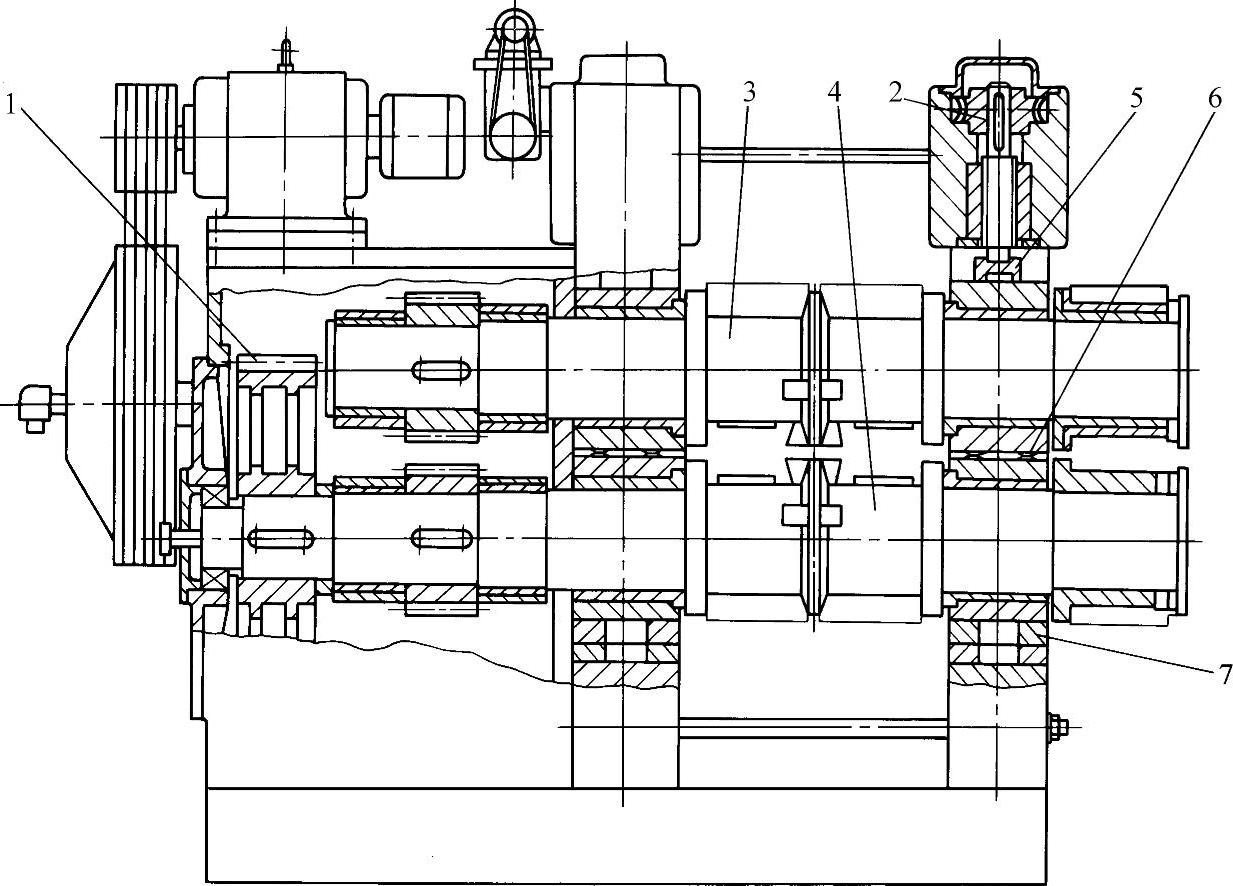
图5-7-4 复合式辊锻机
1—传动 2—压下螺杆中心距调节机构 3—上锻辊 4—下锻辊 5—保险机构 6—碟形弹簧 7—楔铁
复合式辊锻机通用性极广泛,适用于大批量生产,在一台机器上可同时完成制坯和成形辊锻工艺。如薄板形垦锄锻件需先横向展宽,然后纵向延伸,在复合式辊锻机上锻造最为方便合理。大批量生产时可实现自动化,效益十分显著。
(四)摆动式辊锻机
该类辊锻机多为专用型,其形式有立式或卧式。
该类辊锻机通常多采用高压液压系统7,推动液压缸1、曲柄连杆机构2,进而驱动锻辊3,作摆动往返运动。这样有利于锻件的送进,且减少空程时间,其结构原理如图5-7-5所示。
有的机器还可按锻件的要求,制成更专用型。如在一台叶片冷辊锻机上,可完成镦锻叶根及辊锻叶身两道工序。因此,锻辊除有摆动运动外,还要有提升和压下运动两种动作,这些动作全由液压系统完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。