



弯管机的常见形式主要有:液压(平面)弯管机、数控(立体、单模)弯管机和数控双模(或多模)弯管机等。此外,还有数控顶镦弯管机、数控双头弯管机、数控蛇形弯管机和排管弯管机等形式。
(一)液压(平面)弯管机结构
图5-6-19所示为液压(平面)弯管机的结构组成。机器由床身、主传动、夹紧、导向、芯棒以及电气控制液压控制等部分组成。一般用于弯制单一曲率半径的二维平面管形。增加辅助装置,也可弯制空间管形。
(二)数控(立体、单模)弯管机结构
该类机器可弯制单曲率半径的三维空间管形,其结构组成包含了前述液压弯管机的基本结构,此外,其最典型的结构是机器有三个运动坐标轴,Y轴—直线送进距离,B轴—管子空间回转角度,C轴—管子平面弯曲角度。三个坐标轴均由计算机精确控制,其中Y、B两轴由交流伺服电动机或由马达用液压伺服驱动和控制。C轴由电液伺服阀驱动控制。规格较小的数控弯管机三轴均为电伺服控制。
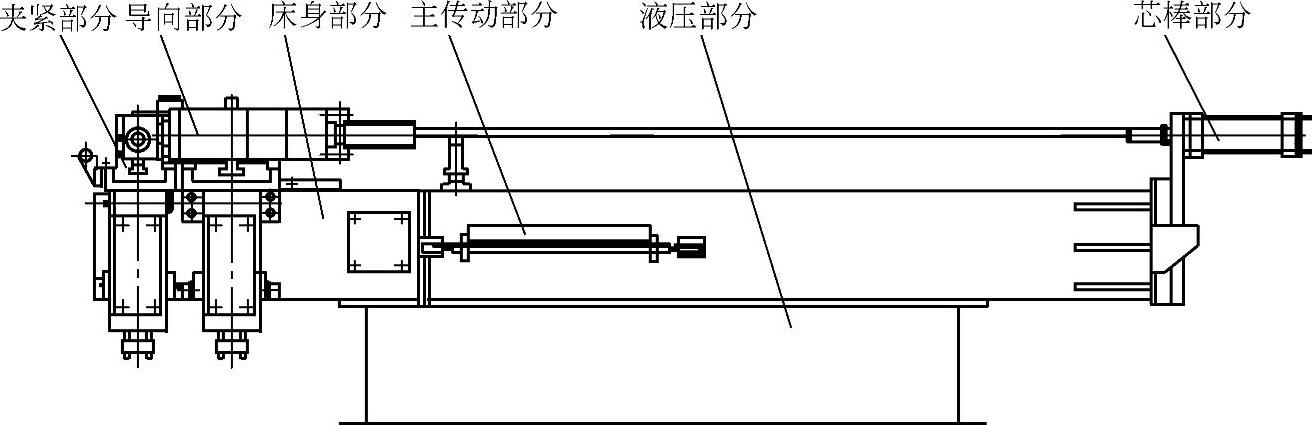
图5-6-19 液压弯管机的结构组成
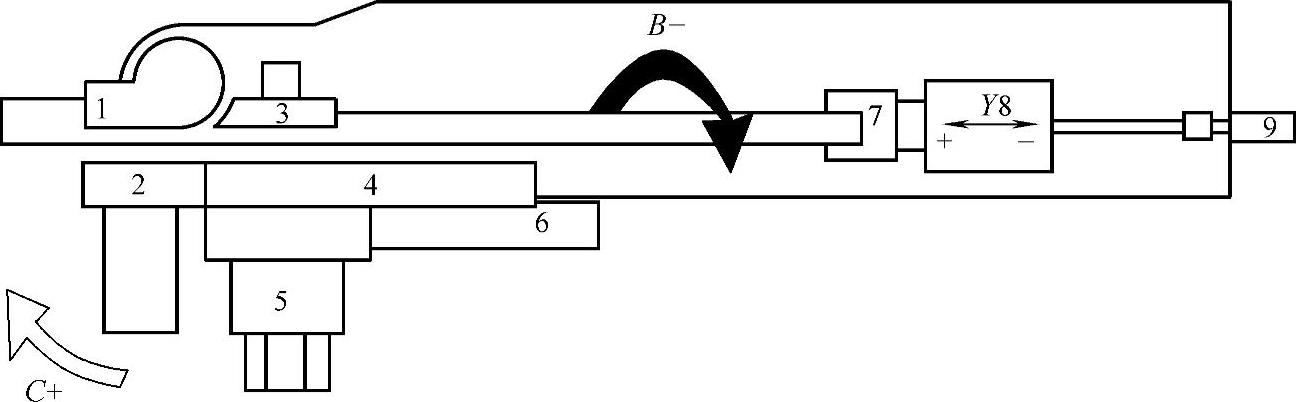
图5-6-20 数控弯管机各运动坐标轴和模具装配位置示意图(https://www.xing528.com)
1—弯曲模 2—钳口 3—防皱板 4—导向板 5—导向滑块 6—筒动块 7—夹头 8—小车 9—芯棒液压缸
图5-6-20所示是数控弯管机各运动坐标轴和模具装配位置图。
CNC数控弯管机的系统具有触摸式屏幕显示终端,可以输入并显示各种弯管机数据和指令,屏幕可以转换其工作状态,并具有很强的编辑功能,操作者可以任意选择和调用每个运动坐标轴的各级运动速度,并存入内存。机器良好的编辑功能使操作者可以增减或者修改程序中的管形数据。对于弯管时产生的回弹可实现补偿。计算机还具有安全自锁和诊断功能,对于因操作失误或其他原因导致的错误程序可自锁停机并显示诊断结果。
(三)数控(立体双模或多模)弯管机结构
该类机器可弯制二个或多个曲率半径的空间管形。
除具有数控弯管机、液压弯管机所具有的结构功能外,更增加了“X轴”及“Z轴”两个轴的运动。
X轴—改变弯曲半径,是由弯曲头或送料尾座横向移动而实现。X轴的驱动与控制是由交流伺服电动机来完成。
Z轴—垂直升降轴。芯轴,套筒上下移动定位在弯曲时所用的模具上。由液压伺服或电动伺服驱动实现。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。