



将金属板料弯成单一或多曲率的筒形或弧形,通常可用压弯和卷弯两种方法。压弯是在液压机或折弯压力机上借助模具进行,主要依靠横向的塑性弯曲实现,其弯曲过程为非连续的逐点或分段弯曲;卷弯则是在卷板机上利用工作辊相对位置变化和旋转运动,使板材在自由状态下进行三点连续弯曲产生塑性变形的过程。卷弯与压弯相比具有以下特点:①其弯曲过程为带有一定拉伸力的连续的弹塑性弯曲,回弹较小,因而成形准确、弯曲质量高、工效高。②无须模具成形,使用成本低。③卷弯时力量往往比压弯成形小,卷板机的造价较液压机低。④配备辅助装置可卷制锥形件,并可实现对管材、型材的弯卷。因此卷板机广泛用于锅炉、造船、石油、化工、水工、金属结构及其他机械制造行业。
金属板材在卷板机上弯卷,是根据三点成圆原理,利用工作辊相对位置变化和旋转运动,使板材产生连续弹塑性弯曲而获得预定形状的工件。板材送入上辊和下辊之间,强力移动上辊或下辊,使板材产生塑性变形而弯曲。当驱动工作辊转动时,由于工作辊面与受弯板材之间的摩擦力作用,板材得以沿其纵向方向卷弯。板材依次获得相同曲率的塑性弯曲变形。卷板工艺原理如图5-6-1所示。
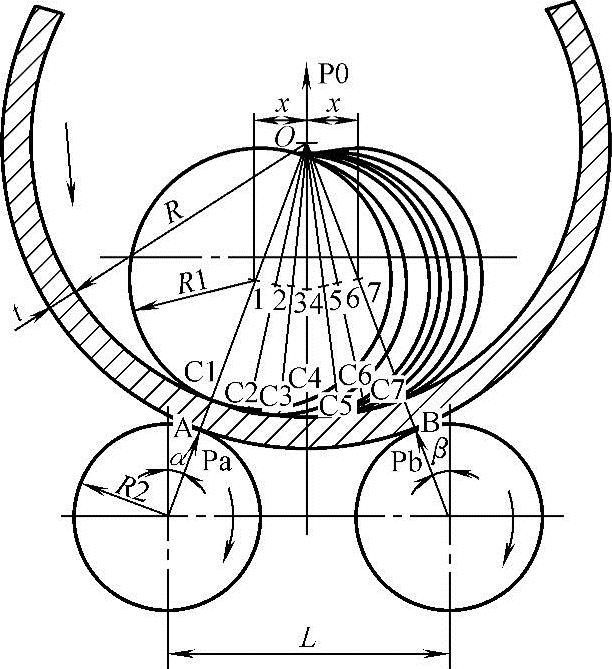
调整工作辊的相对位置,可以获得不同的弯曲半径。但是如果某个工作辊位移形成的包络线与卷筒的内圆或外圆表面相重合,如上辊中心在1~7位置任意移动,则圆筒曲率不变。值得注意的是,只有当上、下辊轴线与筒形中心线位于同一平面时,即上辊位于C1或C7点夹紧板材时,筒形的左端或右端才能被良好的弯曲。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-6-1 卷板工艺原理
板材每次通过工作辊的最大弯曲变形程度,受到啮入力的限制。因此,对于相对弯曲半径(弯曲半径与板厚的比值,即R/t)较小的工件,必须若干次调整工作辊的相对位置,使板材重复通过辊轴若干次,每次增加一定的弯曲程度,直至获得所需卷制的工件。
实际上,最小弯曲半径除了受到上辊直径和回弹量的限制外,还受到辊轴的刚度、机器的功率,以及金属冷作硬化的限制。对于相对板厚(板厚与2倍弯曲半径的比值t/2R)大于3%的钢板,通常采用温卷或热卷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。