



【摘要】:多工位自动辗扩机配有三只机械手:分别担负上料、卸件和换件工作。其中换件机械手不需要转动动作,因此其结构较简单。这时,虽然工作台上并没有初辗和辗完的环形件,但换件机械手和卸件机械手仍然是同时作钳料动作。取料机械手将环形坯料套入芯辊,工作台起动旋转,进行辗扩工艺。齿轮6驱动取料和卸件机械手作旋转运动。
多工位自动辗扩机配有三只机械手:分别担负上料、卸件和换件工作。其中换件机械手不需要转动动作,因此其结构较简单。
机器开动后,取料机械手从料台上抓取坯料。这时,虽然工作台上并没有初辗和辗完的环形件,但换件机械手和卸件机械手仍然是同时作钳料动作。待取料机械手抓取坯料完毕,工作台旋转90°后停止转动。取料机械手将环形坯料套入芯辊,工作台起动旋转,进行辗扩工艺。
取料机械手和卸件机械手的结构相同,如图5-4-6所示。当工作台停止旋转后,空气分配阀借电磁铁接通,压缩空气通过分配阀经过活塞4左边的孔道进入升降缸5中,推动活塞下行。当活塞下行到下极限位置时,撞块9碰行程开关,使控制夹钳动作的电磁铁断电。空气分配阀使夹料气缸腔内气体经活塞右边的孔道通大气。夹钳缸1中的活塞在碟形弹簧2的作用下,借齿条和扇形齿使两个夹钳(另一个图中未示出)靠拢以夹持环形件。夹爪3的位置可根据环形件的大小和芯辊的位置进行调整。当夹紧环形件后,待夹起经过一定的时间以后,控制升降气缸动作的电磁铁断电。空气分配阀使升降气缸腔与大气相通,活塞在弹簧7的作用下向上移至上极限位置。这时撞块9又碰另一行程开关,接通驱动工作台的电动机,使工作台开始旋转。
齿轮6驱动取料和卸件机械手作旋转运动。工作台和机械手的驱动齿轮传动比为1∶2,使工作台旋转90°机械手则旋转180°。碟形弹簧2的作用力用垫片调节。螺旋弹簧7的作用力用调节螺母8调节。(https://www.xing528.com)
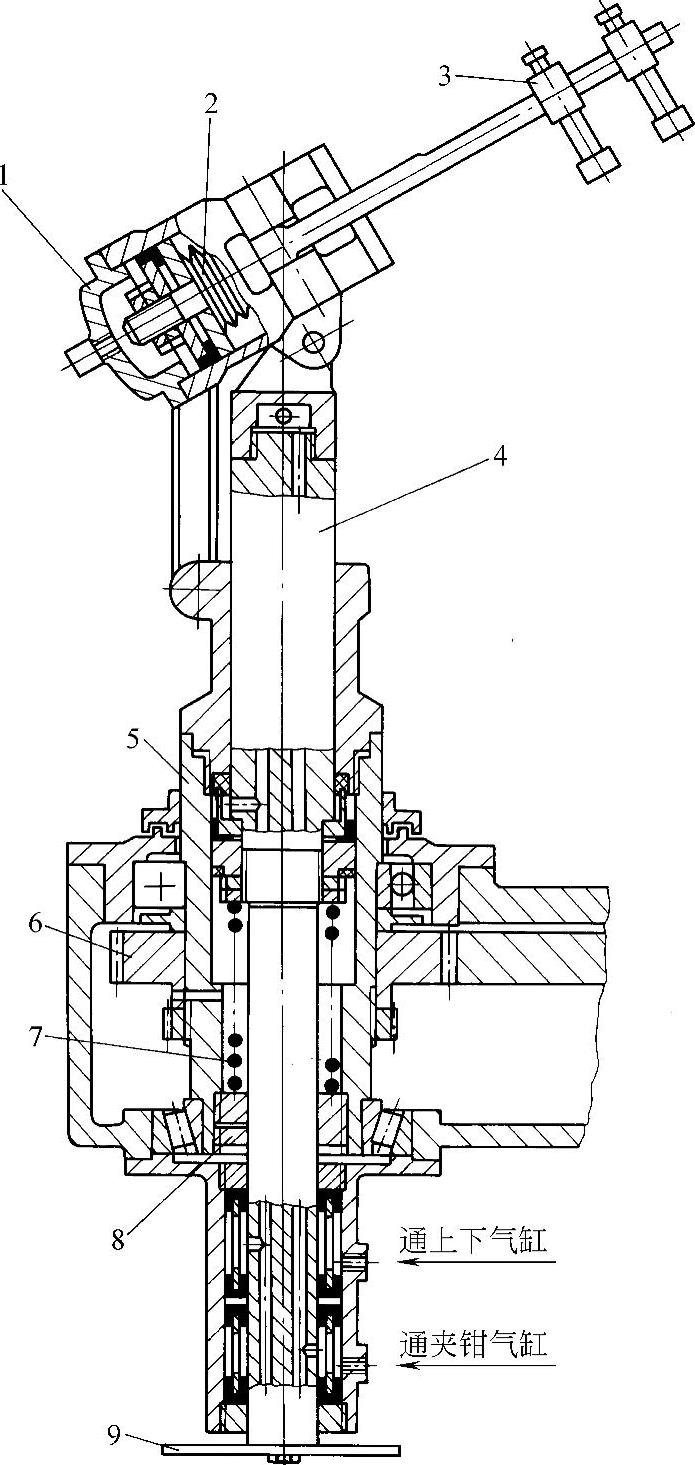
图5-4-6 机械手
1—夹钳缸 2—碟形弹簧 3—夹爪 4—活塞 5—升降缸 6—齿轮 7—弹簧 8—调节螺母 9—撞块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。