



【摘要】:首台国产离合器式螺旋压力机J55—1600压力机1993年出厂投入使用,在二十余年的开发、应用和不断改进过程中,这种设备经受了各种使用工艺和生产环境的考验,工艺适应范围广泛。在我国,J55系列离合器式螺旋压力机在设计、制造、使用上已经成熟,并发展出了规格齐全的系列产品,见表4-6-1。2)螺旋压力机的共同使用原则是将模具打靠,从而可以用于精锻并保证锻件纵向精度高于热模锻压机。
首台国产离合器式螺旋压力机J55—1600压力机1993年出厂投入使用,在二十余年的开发、应用和不断改进过程中,这种设备经受了各种使用工艺和生产环境的考验,工艺适应范围广泛。
普通热模锻工艺:主要产品有汽车曲轴、连杆、履带节、转向节、齿坯、前轴等。精锻工艺:产品有飞机发动机精锻叶片、汽车同步齿环、精锻齿轮。精压和切边:用于精压连杆和前轴切边。闭塞锻造:ABS轴承环闭塞锻造。
在我国,J55系列离合器式螺旋压力机在设计、制造、使用上已经成熟,并发展出了规格齐全的系列产品,见表4-6-1。
离合器式螺旋压力机在使用上具有自身特点:
1)由于加速行程短,在超过1/3行程后的任何位置都可以发挥最大锻造力,输出最大能量,所以,模具分模面和装模位置设计灵活性大,不需仔细调整和控制封闭高度。
2)螺旋压力机的共同使用原则是将模具打靠,从而可以用于精锻并保证锻件纵向精度高于热模锻压机。离合器式螺旋压力机由于打击力控制准确,不易超载,应尽量设计单独的承压面,保证每次打击承压面接触,这既可保证锻件精度,也可以大大提高模具寿命。
3)在偏载许可范围内(见图4-6-8),允许多工位锻造,压力机控制系统可以设定3~5个工步的打击参数,并可设定补打参数,保证不同工步按需要的打击力完成锻造。由此可以增加工艺设计灵活性,构建高效率自动化生产线。(https://www.xing528.com)
表4-6-1 J55系列离合器式螺旋压力机主要技术参数
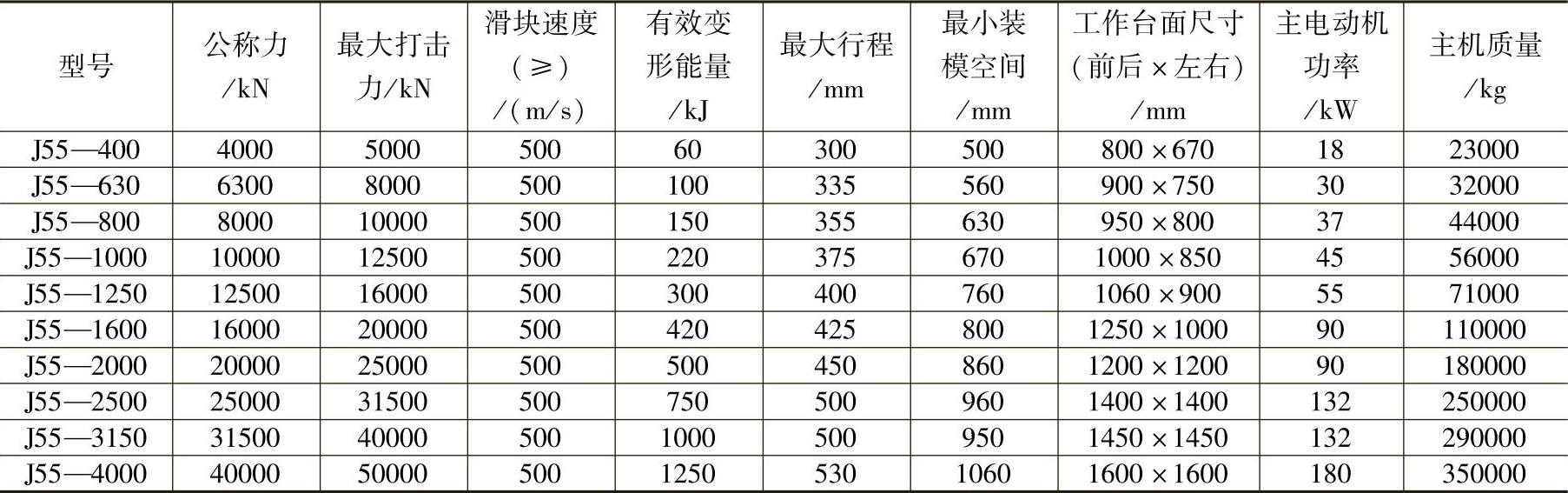
注:此系列压力机由北京机电研究所设计、与青岛青锻锻压机械股份有限公司合作生产。

图4-6-8 偏载图
FN—公称打击力 F—打击力 a—偏心距(距螺杆中心) dsp—螺杆直径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。