



我国现在使用的螺旋压力机控制系统绝大部分是采用继电器控制,功能少、性能差、自动化程度低,为了满足生产、操作自动化程度的提高并能进行能量预选、压力和故障显示等要求,采用微型计算机控制是更新螺旋压力机的必然趋势。随着计算机工业和自动控制技术的飞速发展,从而提供了廉价的微型计算机及其外围设备,为螺旋压力机的技术改造提供了具体的手段。
(一)各类螺旋压力机的控制工况
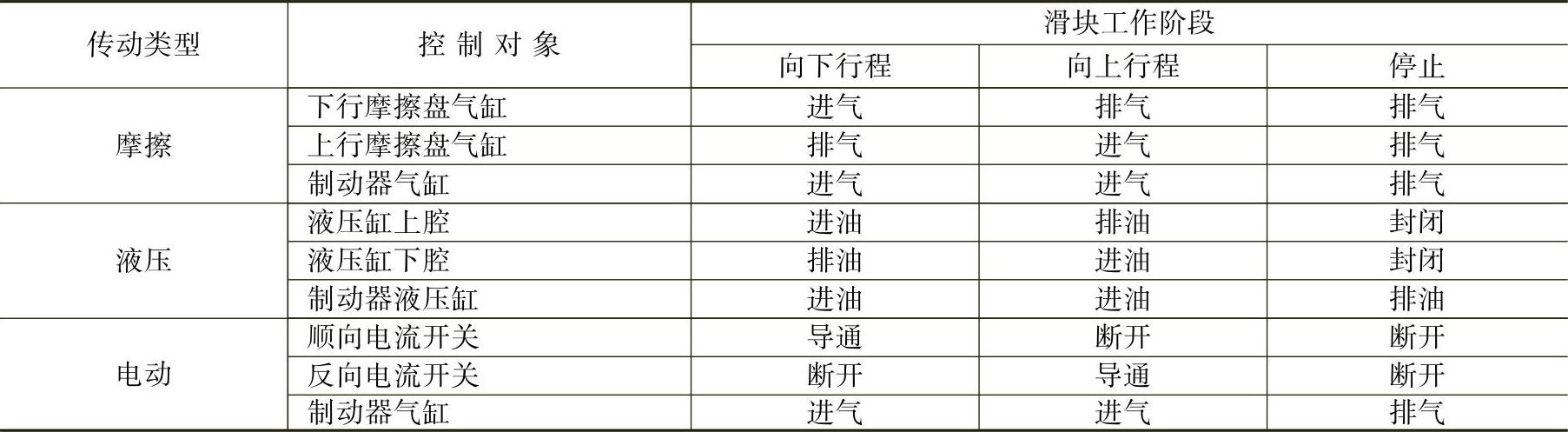
各类螺旋压力机的执行机构为开关量控制,其工作时的控制工况如表4-5-7所示。由表中展示的三类螺旋压力机在不同阶段的控制工况可见,从控制角度来看,各类螺旋压力机执行元件的控制电磁铁或开关在不同工作阶段的通、断状况是一致的,因而,有可能研制出通用的螺旋压力机的微型控制系统。只要掌握一类螺旋压力机微机控制系统的设计方法,就可为另两类螺旋压力机的控制系统找到正确的设计途径。
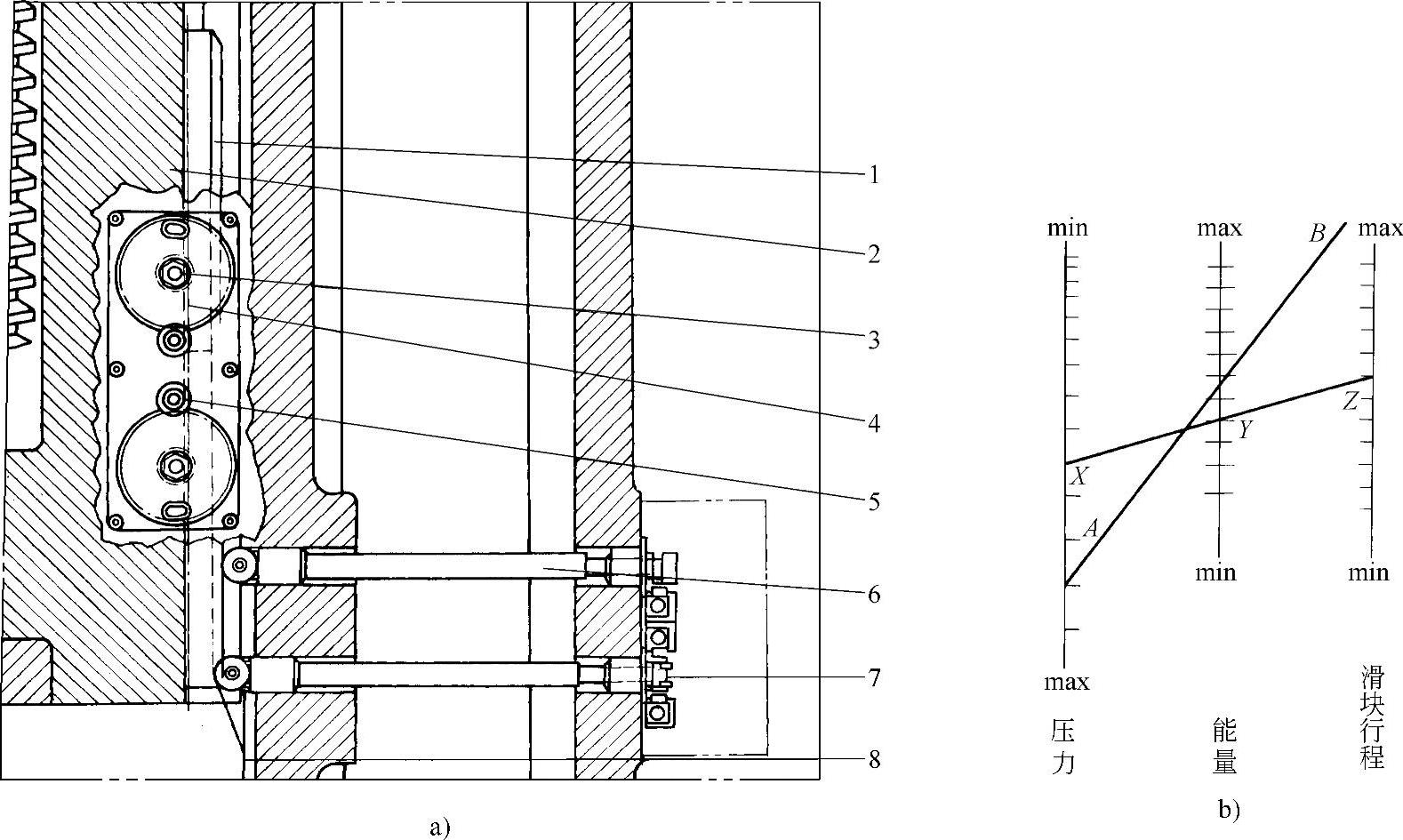
图4-5-28 靠模式力能调节机构
a)结构 b)行程选取表 1—电动机停止和逆转靠模板 2—滑块 3—锁紧螺母 4—靠模板调节齿轮 5—调节模板轴 6—执行机构轴 7—微动开关 8—制动模板
表4-5-7 各类螺旋压力机的控制工况
(二)液压螺旋压力机微型计算机控制系统简介(https://www.xing528.com)
与JB57—630型液压螺旋压力机比较,JB57—1600型液压螺旋压力机的液压系统有功能齐全、元件先进、运行平稳等优点。为了提高其使用性能,采用液压—强电—PC全自动控制。在PC控制系统中,涉及控制滑块运动。打击能量、滑块停靠位置、泵组顺序起停、充气、顶料、润滑、油压、液位和油温检测及油的自动加热、冷却控制,还有运行信号指示及故障报警等内容。采用的可编程序控制器为OM-RONC60P加扩展。
PC控制方式下的能量及回程速度控制由操作“能量预选装置”上的数字拨盘给定;变回程工作的回程高度由预选回程拨盘数字给定。
PC控制方式下的功能如下:
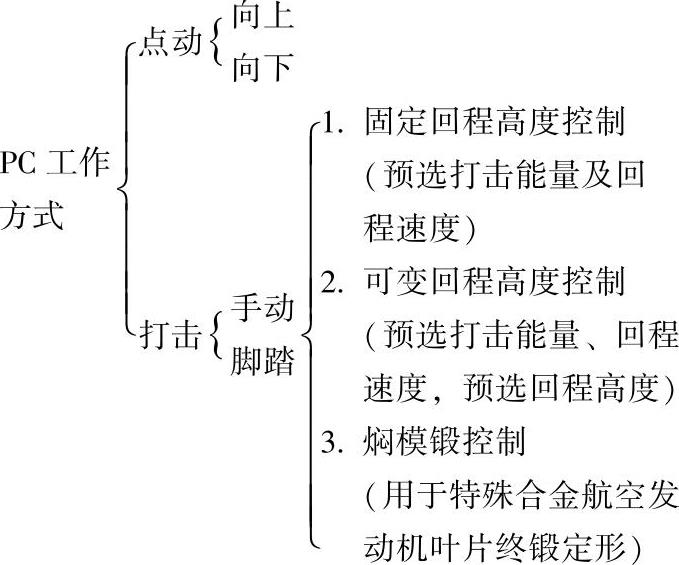
选用永磁直流测速发电机检测飞轮速度。测速发电机可正、反转,当滑块上、下运行时,其输出电压相应为正、为负。能量预选装置将测速发电机输出电压经降压、滤波、放大;拨盘数字经A/D转换,二者经比较、放大,当测速机输出电压≥数字拨盘设定电压时,控制微继电器触点开闭,解点作PC输入,PC控制滑块空程滑落,达到控制打击能量的目的。
回程速度控制原理与此类似。回程速度预选用于控制滑块回程时加速到上减速点时的最大合适速度,使滑块打击结束快速平稳回程、上停位置准确。预选打击能量与回程速度要遵循一定约束。回程速度设置有最大限速保护。
变回程高度控制,实际上是允许在固定回程高度以下预选合适的回程高度,用于要求打击能量较小一些的生产场合。将滑块的上行运动带动栅式感应铁条对定点安装的连接开关动作,发出系列脉冲,送入PC的高速计数端,用以检测滑块运动位移,PC高速计数端响应频率为20kHz、脉冲当量为20mm/格。用数字拨盘选择回程高度时(例如回程高度12),配合预选合适的打击能量与回程速度,PC控制滑块上行到从感应铁条下端点上升离开下限位开关240mm(12格×20mm/格=240mm)时滑块停止,变更回程数字为10,滑块上升200mm就停止。在允调数字范围内,须配合调整回程速度,否则实际回程位置与所预选数字会略有误差。
把拨盘数值与预选参量的对应关系列成表格,操作者可以方便地根据每批锻件的大小与工艺步骤选择合理的打击能量,完成预锻、终锻、校正等锻压工艺。由生产实践表明,JB57—1600型液压螺旋压力机的PC控制系统比采用继电器控制系统要可靠得多,具有修改程序方便,操作灵活等优点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。