



螺旋压力机的机身有如下两种结构形式
(一)整体机身
公称力小于3150kN的螺旋压力机作小批量生产时,可采用整体钢板焊接结构;批量较大、公称力在1600kN以下的产品亦可用整体铸铁机身加拉杆的预应力结构。图4-5-6所示为国内生产的公称力大于4MN螺旋压力机整体铸钢机身,它的机身轻、机械加工工作量小,但是,由于需采用大机床进行单件加工,加工周期长、增加了制造成本。由于公称力大于10MN的大型螺旋压力机采用整体铸钢机身,会在铸造、起重、机械加工及运输等方面带来更多的困难,因而是不适于采用。
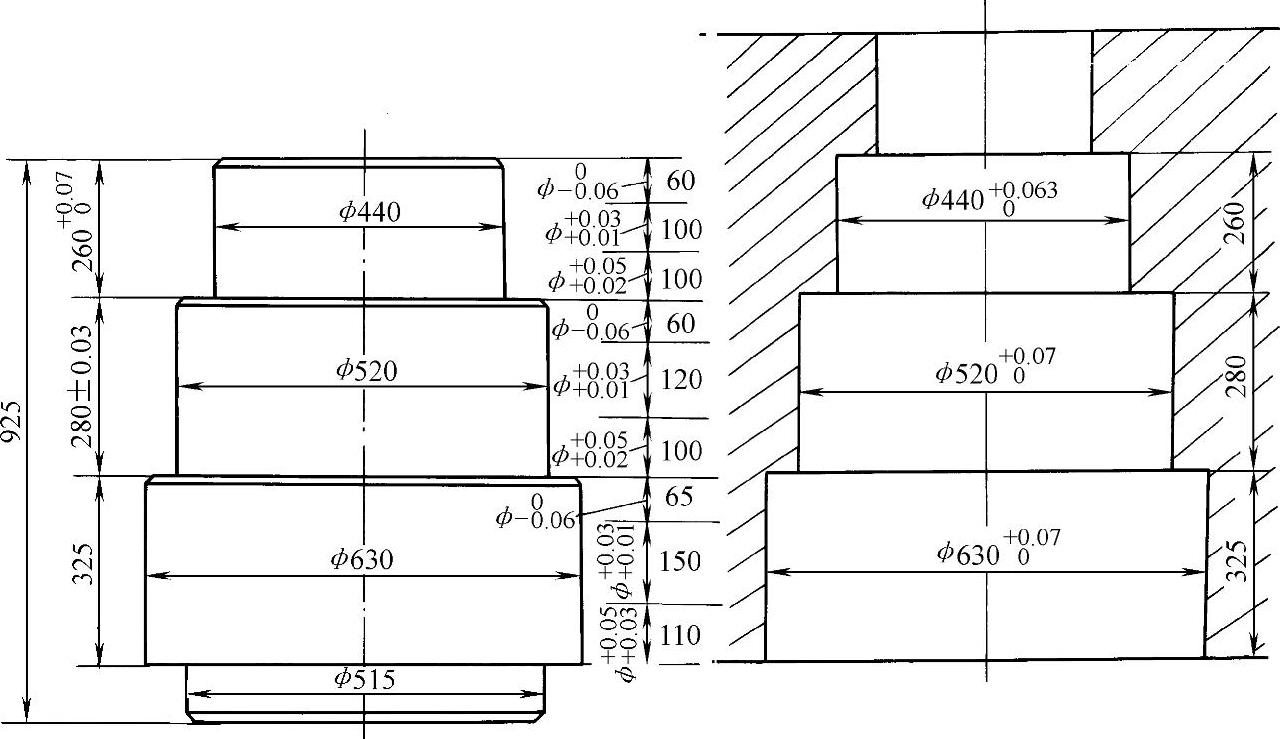
图4-5-4 QHJ53—1600型摩擦压力机螺母和螺母孔配合尺寸图(青岛青锻锻压机械有限公司供图)
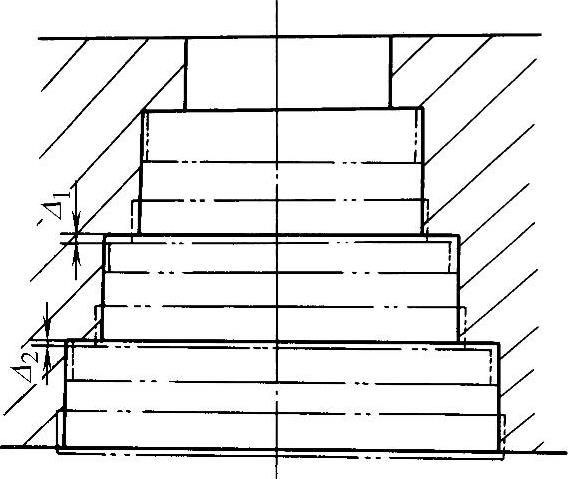
图4-5-5 螺母与螺母孔的装配关系图

图4-5-6 整体铸钢机身(富升锻压机械有限公司供图)(https://www.xing528.com)
(二)组合机身
公称力在4~15MN范围内的螺旋压力机,可采用铸钢横梁及底座与左右立柱铸成一体的铸铁件,通过两根拉杆加热预紧组成封闭框架式机身,其结构如图4-5-7所示。
立柱和上横梁结合面上采用平键、骑缝销或定位环定位,以防止错位。预紧条件是在冷击时横梁和立柱之间不产生间隙。
公称力大于16MN的巨型螺旋压力机,机身由铸钢的底座和上横梁与铸铁立柱通过四根拉杆预紧组合而成。图4-5-8所示是青岛青锻锻压机械有限公司于2003年研制成功的3150型摩擦压力机[22]。这是该公司首次使用三维设计软件设计的目前国内外生产的最大规格的摩擦压力机,其中图a所示为总装三维效果图,图b所示为机身组装图。
青锻公司的摩擦压力机以往都是使用AutoCAD二维CAD软件来辅助设计。随着产品规格范围的增大、复杂程度的提高,二维软件在使用中出现了许多问题,该公司在摩擦压力机的设计中引入三维软件,力争产品设计过程由图样设计为中心转变为以产品结构与性能设计为中心。三维软件可以直接用三维模型生成二维工程图,图样中的各个视图是三维模型自动投影生成的,非常准确。这些二维工程图与三维模型是相关联的,可以在尺寸上相互驱动,故能保证设计的正确性和统一性。先进的三维软件在该产品的研制过程中起到了非常好的作用,其功能上的优越性是以往二维设计软件无法比拟的,青锻公司的这种创举为我国锻压机械设计工作提供了非常有益的经验,很具有普遍推广的价值。
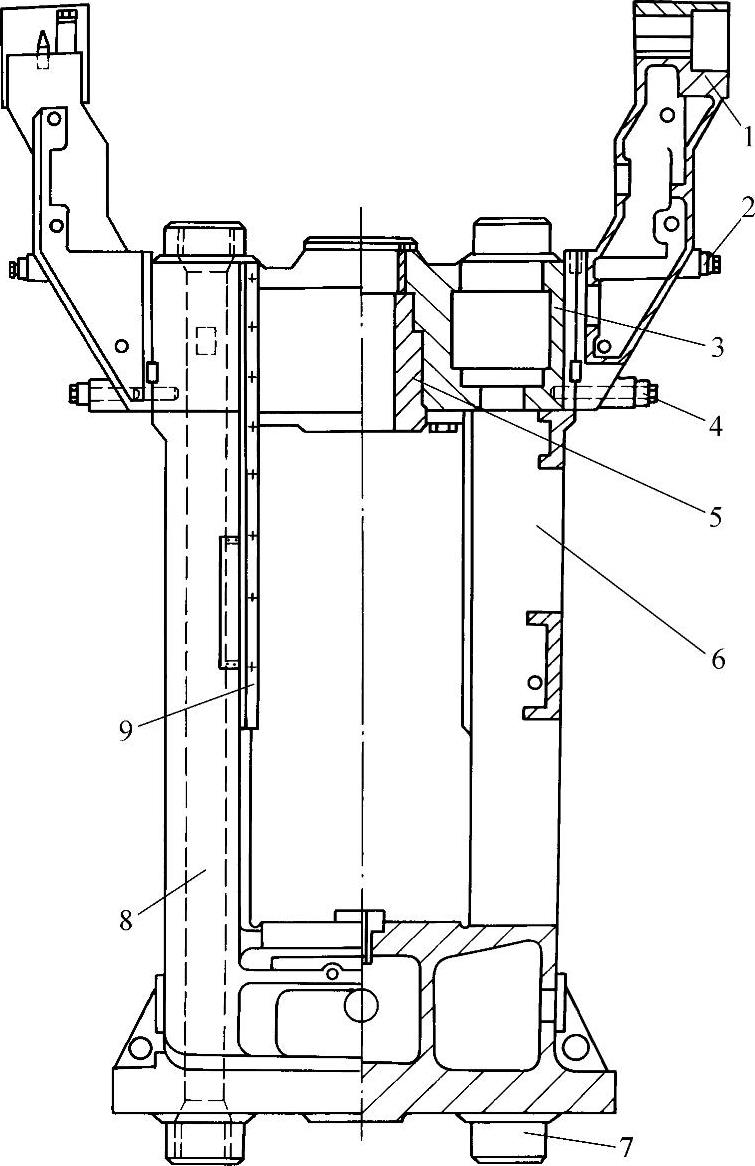
图4-5-7 机身装配图
1—支臂 2、4—螺栓 3—横梁 5—铜螺母 6—机身 7—螺母 8—拉紧螺杆 9—导轨板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。