



摩擦螺旋压力机飞轮圆周速度随行程的变化规律称为飞轮运动特性。摩擦螺旋压力机的摩擦盘和飞轮是一种正交摩擦无级变速机构,摩擦盘是驱动元件,飞轮为从动件。飞轮的圆周速度在摩擦材料的整个高度上是相等的,在接触区摩擦盘上的圆周速度是线性分布的。接触区内各接触单元的速度差不同,部分单元上的速度差可能为负值,这些单元上产生的摩擦力将成为飞轮运动的阻力,从而改变飞轮的运动规律[13]。因此,飞轮的运行规律与各接触单元的圆周速度差有关。
1.向下行程飞轮运动特性
以飞轮摩擦材料的上边缘作为计算行程s的参考点,摩擦盘上与此点重合的点的圆周速度呈线性分布

根据工作部分的动力学分析,在压紧力较小时,飞轮的圆周速度随行程s按抛物线规律变化

式中各符号同前。
将两个圆周速度表示在同一速度—行程图上,即为某一摩擦螺旋压力机飞轮运动特性曲线,如图4-2-11所示。每台摩擦螺旋压力机都按一定的飞轮特性曲线运行。
当压紧力较小时,摩擦盘与飞轮接触的各点产生的摩擦力有效分量全部是驱动飞轮运动的。这时综合力矩为常数,见式(4-2-5),飞轮按抛物线规律运行。这种运动规律称为抛物线运动特性,如图4-2-11a所示。
当增加压紧力使其达到某一特定值时,在滑块运动到s=r0处飞轮的圆周速度和摩擦盘上与飞轮摩擦材料上边缘接触的点的圆周速度相等。其余各接触单元飞轮圆周速度仍低于摩擦盘的圆周速度。这时飞轮以抛物线规律运行至行程终点。这种运动特性称为相切特性,如图4-2-11c所示。
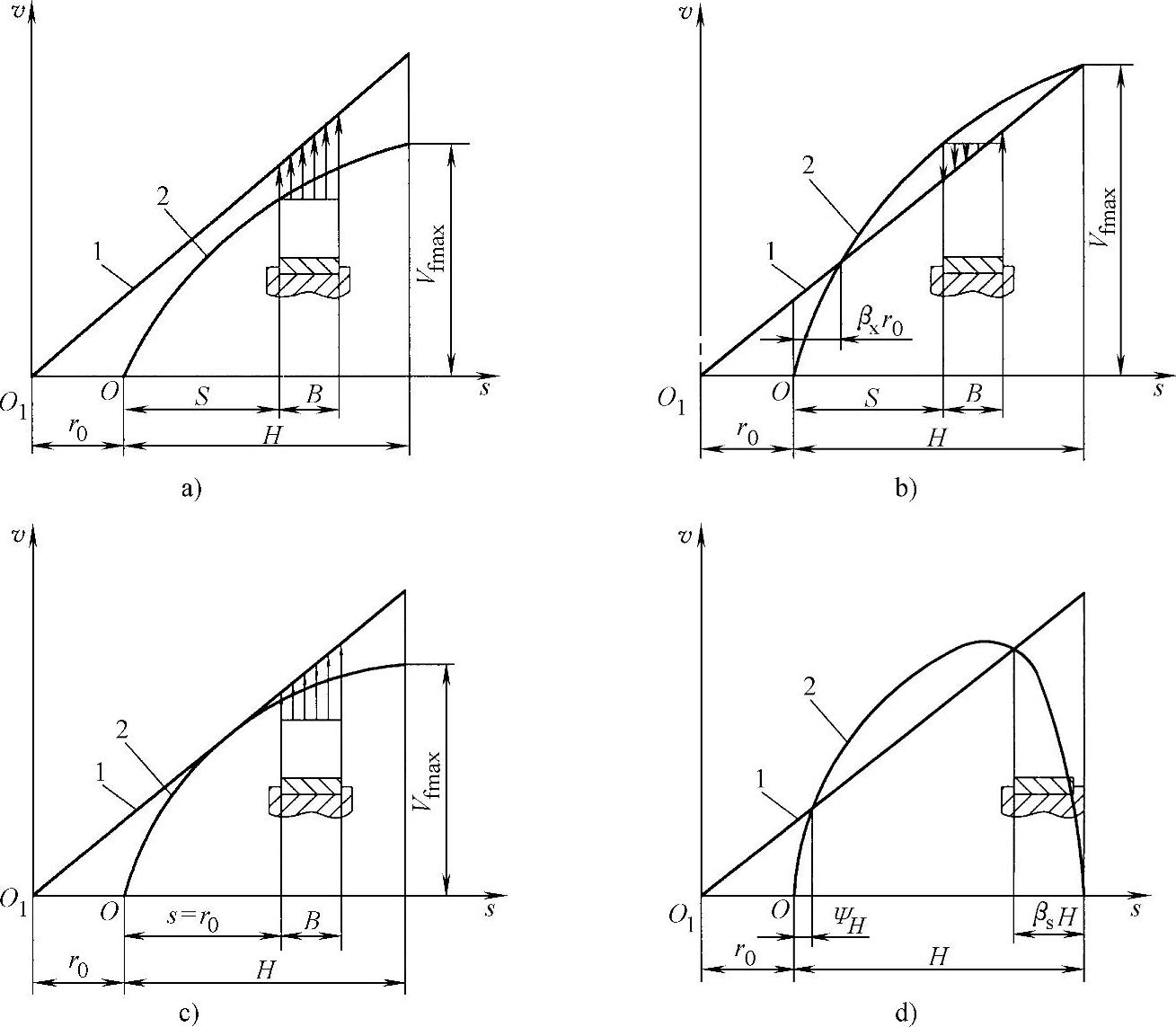
图4-2-11 摩擦螺旋压力机飞轮运动特性曲线
a)抛物线特性 b)相割特性 c)相切特性 d)回程特性 1—摩擦盘圆周速度曲线 2—飞轮圆周速度曲线(https://www.xing528.com)
进一步增大压紧力,由于综合力矩增大,飞轮的角加速度增大,接触区内某些点飞轮的圆周速度将超过摩擦盘的圆周速度,在这些单元上产生的摩擦力将变成阻力。此后,飞轮不能按照抛物线规律运行,出现飞轮圆周速度曲线与摩擦盘圆周速度斜直线相割的局面,如图4-2-11b所示。这种情况称为相割运动特性,由于出现了摩擦力反向区,飞轮运动受到摩擦盘的约束。飞轮圆周速度与摩擦盘圆周速度维持某种动态平衡,运动到行程末点。也可能在运动一段行程之后又退化为抛物线规律,视压紧力大小而定。在相割特性情形下,由于飞轮受到运动约束,无论怎样增大压紧力,飞轮的速度都不可能大幅度提高。
国内有些研究者认为不可能出现相切或相割,那是因为分析时计算行程的参考点取在摩擦材料的高度的中点。如果将参考点取在摩擦材料的边缘便会出现相切或相割。进一步的研究证明,不论怎样增大压紧力,出现的摩擦阻力区最多达到摩擦材料高度的1/4[10]。在滑块运动到行程终点时,飞轮的最大圆周速度近似等于摩擦盘相应点的圆周速度。
2.回程特性
回程特性分为三段:第一段加速,第二段相割,第三段与摩擦盘脱离为滑行和制动,滑行阶段通常不考虑,将第三阶段作为制动阶段,如图4-2-11d所示。由于回程时摩擦盘的圆周速度由大变小,总能进入相割,压紧力不同只是进入相割的迟早不同,其性质不变,但压紧力大小对回程时间影响比较明显。
3.横轴转速
1)当选定相切特性时,横轴转速为

2)当选定相割特性时,横轴转速为

式中,n0为横轴转速;vmax为滑块的最大速度;其余符号同前。
前面提到,增加压紧力对提高行程速度的效果很有限。由图4-2-11可知,飞轮圆周速度受横轴转速限制,提高横轴转速使限制放宽,在此前提下再提高压紧力,压力机将以新的飞轮特性运行,可达到提高行程速度之目的。根据这一原理,有的工厂在改造中小型J53型摩擦螺旋压力机时,车小大带轮,提高横轴转速,藉以增加行程次数,提高生产率。但务必注意改造后要保持原有打击能量,否则会造成螺旋压力机受力零件的安全问题。为此,需要减小转动惯量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。