



在现代工业生产中,螺旋压力机被广泛应用到齿轮类、叶片、五金工具类零件的精密锻造中。表4-1-6列出了螺旋压力机适合完成的工序及其与其他设备的比较。
由于螺旋压力机行程次数低,不适于做拔长和滚挤。
螺旋压力机一般都是单模膛模锻,需要多模膛锻造的锻件,则采用多台螺旋压力机和其他设备组成生产线。如杆形件,在滚锻机上制坯,在螺旋压力机上锻造,在一台小型螺旋压力机上切边。
在模具上增加单独动力的分模机构,可在螺旋压力机上进行分模模锻。
利用工作台的中间孔,可镦锻长杆的法兰,如汽车半轴,镦锻前先用电热镦机聚料。
螺旋压力机行程不固定,没有固定下死点。用作无飞边模锻和精整工序也比较适合。
 (https://www.xing528.com)
(https://www.xing528.com)
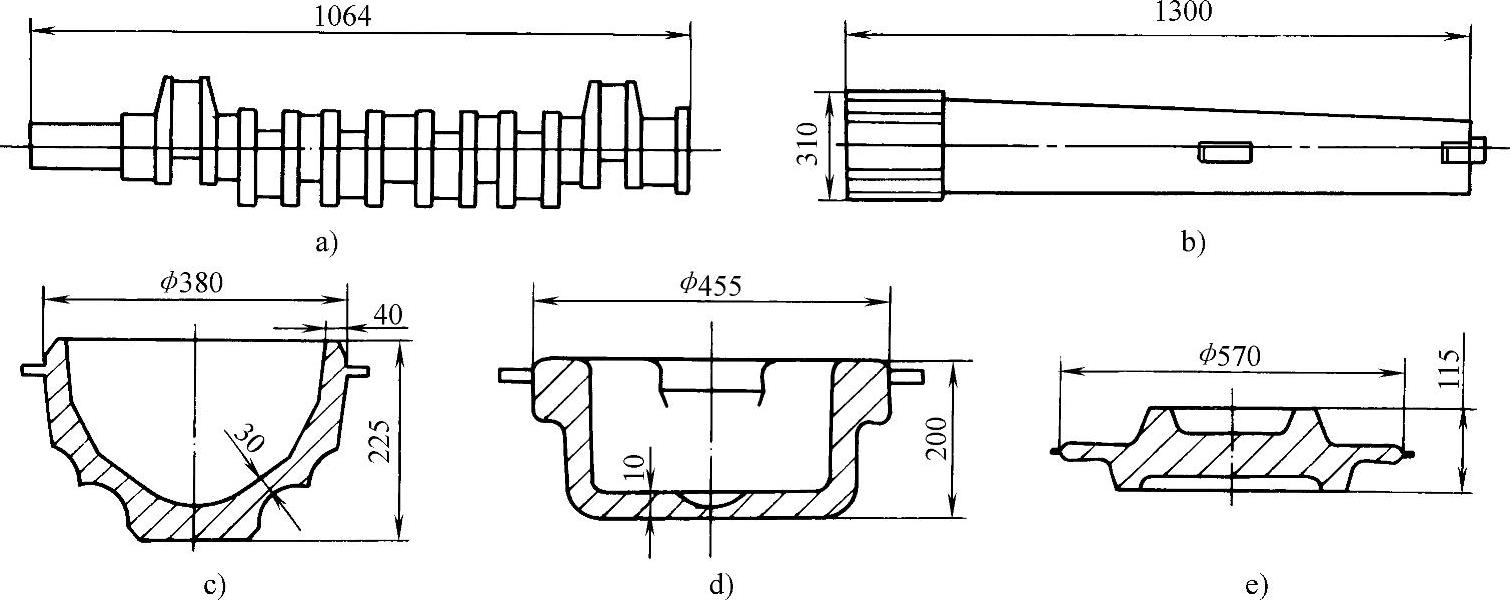
图4-1-9 现代螺旋压力机生产的典型锻件
a)曲轴,重量130kg,在63MNHSPRZ—800型液压螺旋压力机上锻造,预制坯经2次打击锻成 b)叶片,钛合金,在140MNHSPRZ—1180型液压螺旋压力机上锻造,一次成形 c)半球座,重80kg,优质奥氏体钢,毛坯为φ×h=180mm×240mm,在63MNHSPRZ—800型液压螺旋压力机上锻造,打击2次成形 d)轴座,在63MNHSPRZ—800型液压螺旋压力机上锻造,一次完成,而在无砧锤上需锻打10~15次; e)饼形件,重115kg,毛坯275mm×275mm×200mm,在56MNHSPRZ—750型液压螺旋压力机上锻造,使用能量1900kJ,一次打击成形,用时0.125min,而在320kJ无砧锤上锻造需打击8~10次,用时2.5min
表4-1-6 各类锻压设备适合完成的工序比较
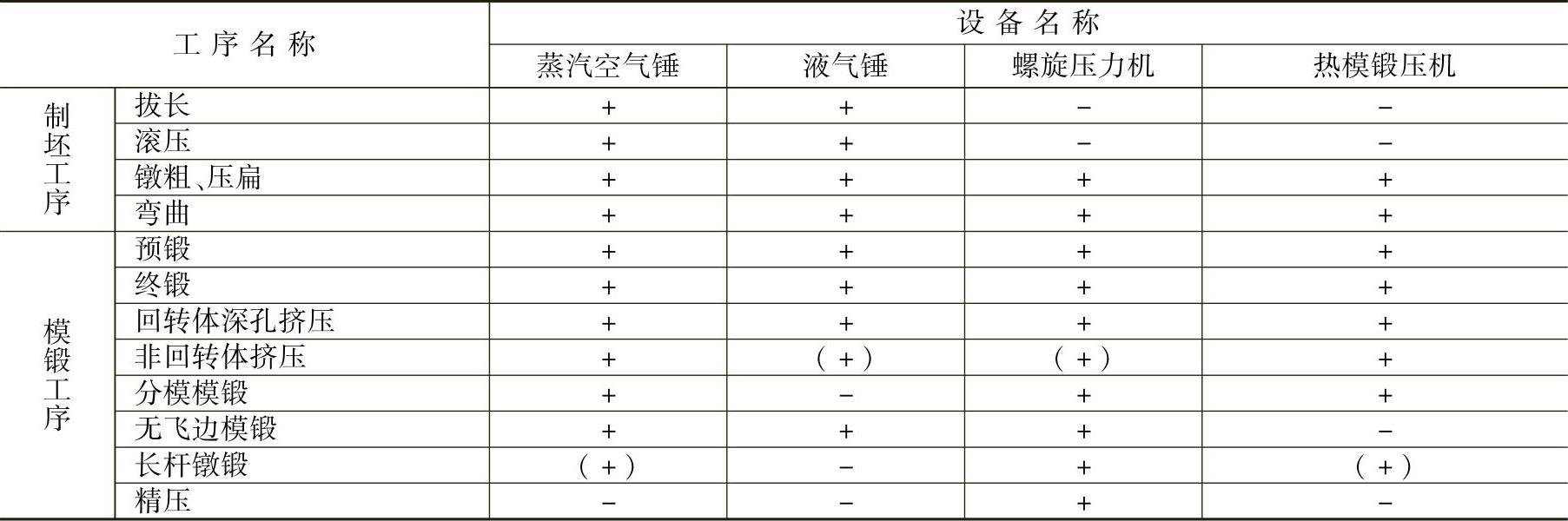
注:+——适用,-——不适用;(+)——可用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。