



1.捷克什米拉(SMERAL)工厂生产的KHZ型对击锤
这种锤的基本原理为:贮存于整体闭式机身顶部气缸中的压缩空气是打击能量的基本来源。打击时它迫使锤头加速下降,同时通过一套液压和机械杠杆的联动机构以及气缸压力使锤身上升,并在动量相等的条件下悬空对击,由于锤头和锤身的质量比选择合理,使锤身上跳量很小,对模锻操作影响不大。打击后,锤身在部分自重作用下复位,而其大部分重量由气动平衡器平衡。其基本结构如图3-4-17所示,表3-4-13为其技术参数。
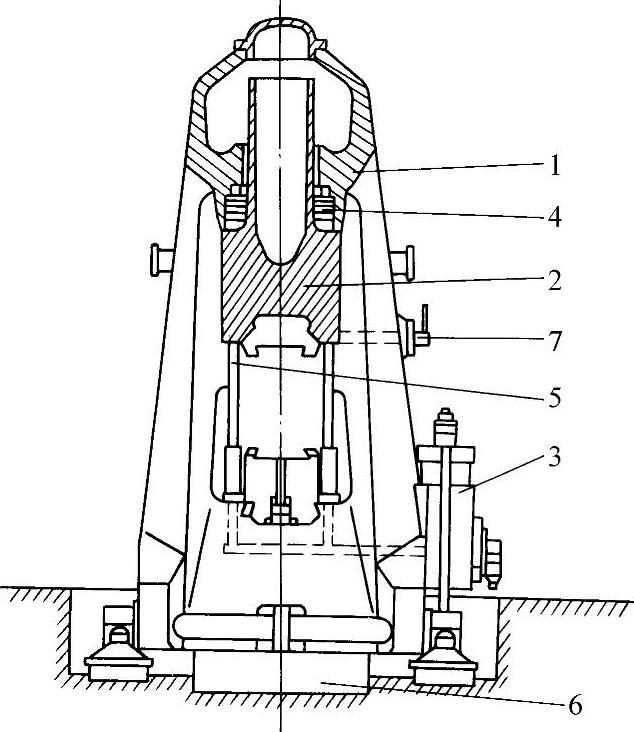
图3-4-17 KHZ型对击液气锤的基本结构
1—框架 2—锤头 3—带有杠杆联动机构的液压分配阀 4—锤头缓冲器 5—液压回程杆 6—框架平衡器 7—锤头的机械安全装置
2.江苏百协CDK型程控对击液气锤
江苏百协公司研制成功且已批量生产的CDK型程控对击液气锤如图3-4-18所示。其液压原理图见图3-4-19。机身采用U形铸钢结构,可调整的放射形宽导轨结构,导轨单边间隙可精确调整到0.1mm,特别适合于精密锻造;机架与锤头的质量比r=10,因而机架的行程和速度很小,对模锻操作影响不大;机架下面是几个充满压缩空气的减振垫,当机架被液压下压时,也同时压缩减振垫内的气体,当卸去油压时,整个机架被压缩空气抬起来,驱使机架向上运动。回程时通过回程缸进油,提起锤头,同时压缩主气缸内的压缩空气来完成蓄能。打击时,回程缸快速排油至平衡缸,在锤头自重和压缩空气气压作用下实现锤头的快速打击,同时,回程缸内压力油排入平衡缸,通过锤身四角处的杠杆抬起锤身而实现对击动作。打击结束后,回程缸进油提起锤头,平衡缸排油实现锤身复位,完成一次工作循环。
表3-4-13 捷克KHZ系列液压对击模锻锤技术参数
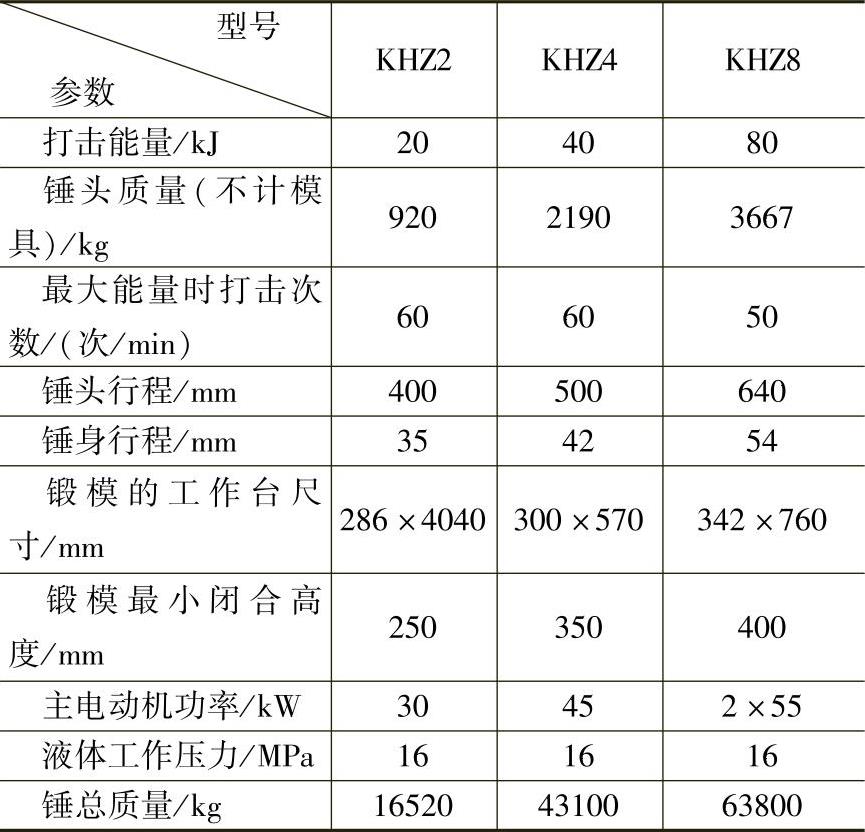
图3-4-19显示:起动主油泵电动机,此时Y1处于失电状态,主油路呈卸荷状态。当电磁铁Y1得电,主油泵输出的高压油进入回程缸,导致锤头提升。当电磁铁Y2、Y4得电,回程缸内的油排入平衡缸,实现锤头向下、锤身向上的对击。点动电磁铁Y1,实现慢上;点动电磁铁Y3,实现慢下。所有电磁铁处于失电状态,可实现悬锤状态。(https://www.xing528.com)
CDK型对击锤采用PLC和中文人机界面控制,可实现一般和程控两种锻击,一般锻击可根据需要设定任一能级的打击能量,保证每次锻击的打击能量相等,对一锤成形的锻件可确保每一锻件的厚度一致。程控锻击状态可根据设定的工艺规范需要设定每一锤的打击能量及每两锤间的时间间隔。采用中文人机界面可通过它实现能量和打击间隔时间的调整。设有常见故障中文显示窗口,一旦出现异常,显示窗口很快找出故障发生原因,以便能迅速作出处理,缩短维修时间。
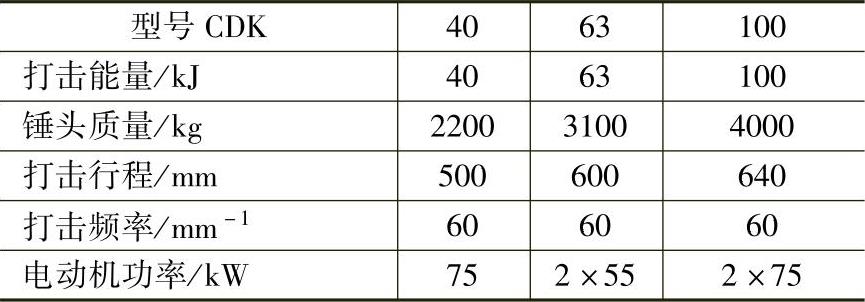
CDK型锤的主要技术参数见表3-4-14。
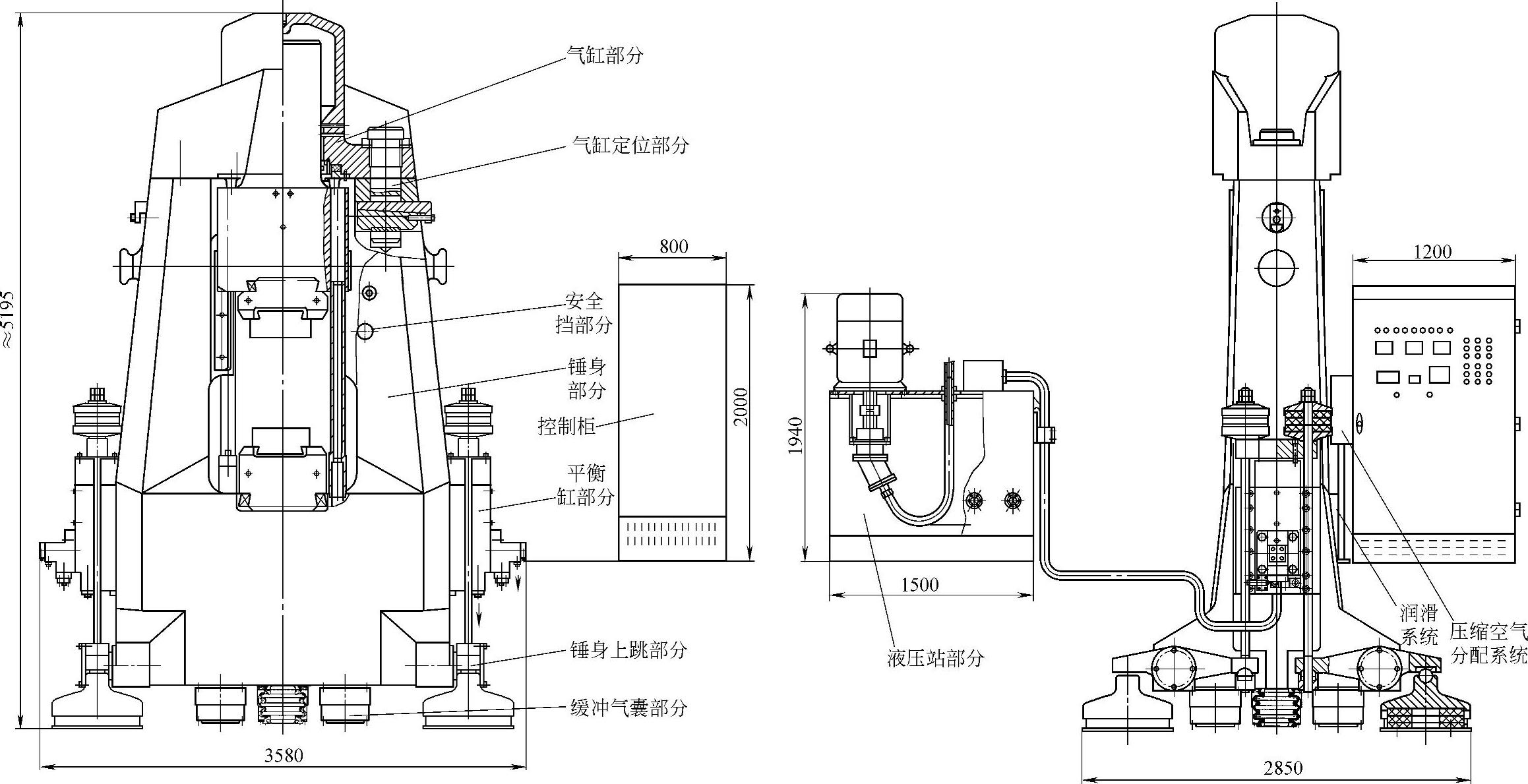
图3-4-18 CDK型对击锤结构图
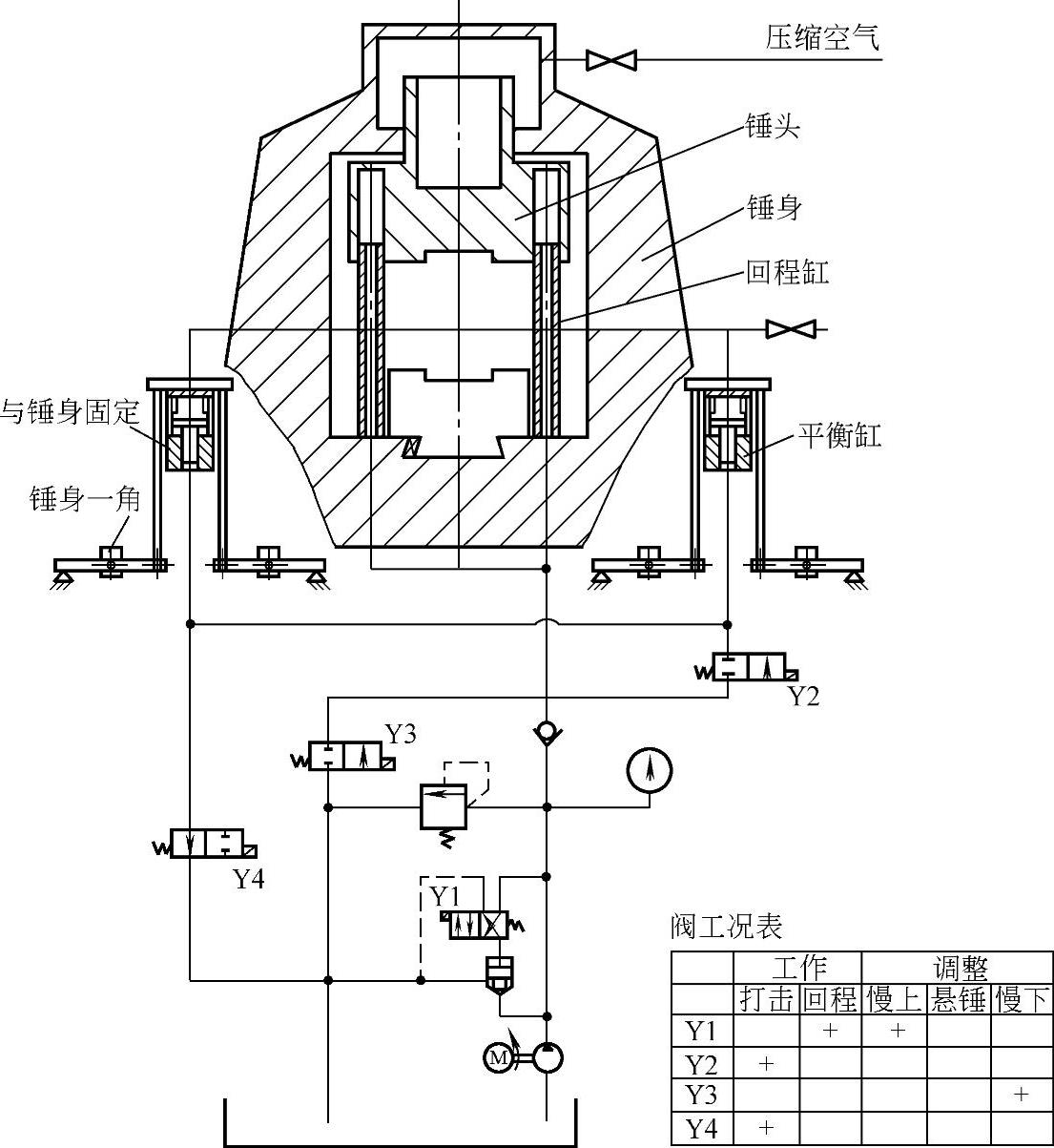
图3-4-19 CDK型对击锤液压原理图
表3-4-14 百协CDK型程控液压对击锤的技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。