



今以德国拉斯科公司GH系列对击液压锤[17]为例进行介绍。该系列对击液压模锻锤是该公司20世纪60年代中期发展起来的,在提高锻件精度、系统简单可靠及操纵自动化等方面做了改进提高而形成的对击锤新品种。其基本原理如图3-4-15所示,其结构如图3-4-16所示。该锤的主要特点是下锤头呈“U”形,上锤头在下锤头内导向实现对击,导向精度高,有利于锻件精度的提高。
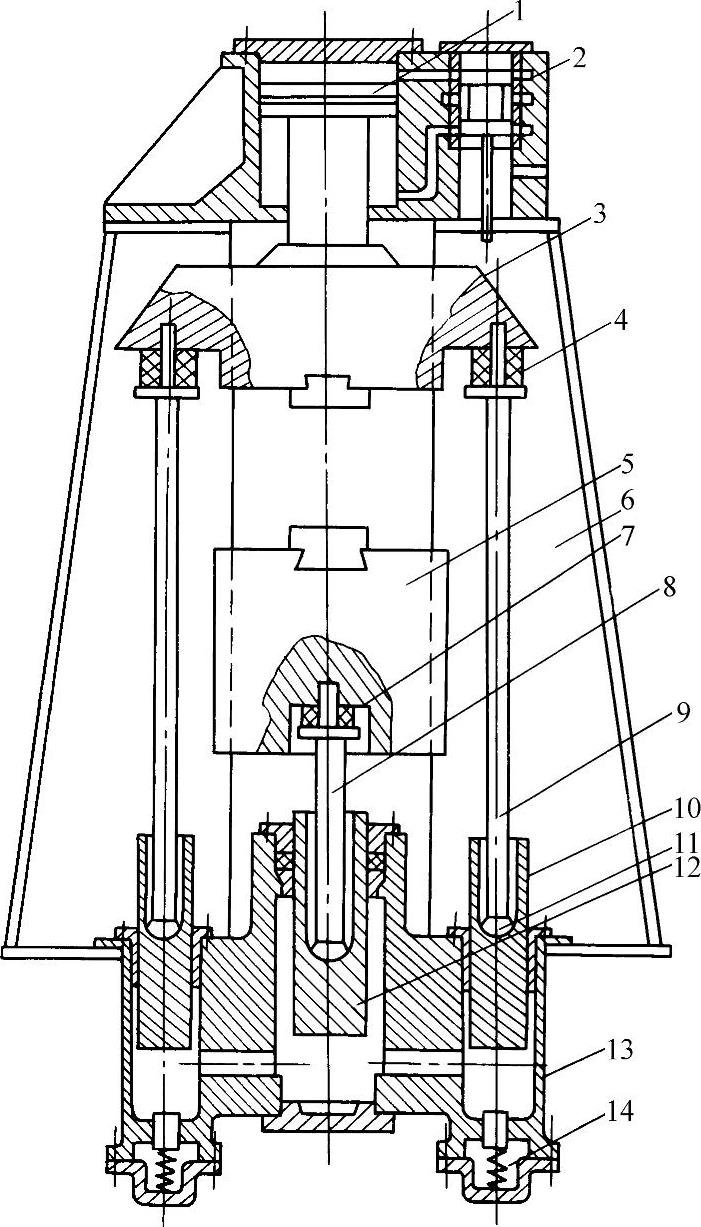
图3-4-14 液压联动式蒸汽—空气对击模锻锤
1—活塞 2—滑阀 3—上锤头 4—缓冲垫 5—下锤头 6—立柱 7—缓冲垫 8—短连杆 9—长连杆 10—侧柱塞 11—球形面 12—中柱塞 13—液缸壳 14—弹簧补偿器
由工作原理图可知:在下锤头下面装有两个气垫2,其气压力足以支撑锤头并能使之产生加速运动。液压系统采用油泵蓄能器传动,锤顶部的液压动力头中有三个液压缸1,中间主缸下腔通常压,左右两个压杆在侧缸上腔液压力的作用下,迫使下锤头保持在下限位置。打击行程开始时,主阀使主缸上腔进油,主缸下腔液体进入两侧缸下腔,主阀使侧缸上腔卸压,上下锤头在各自的液压和气压力作用下加速相对运动而实现对击;打击后,主阀使中间缸上腔排油,上锤头立即回程;两侧缸上腔进油,使两侧压杆压下锤头回程,气垫中的气体压缩蓄能并起缓冲和减振作用,使下锤头能平稳复位。气垫内无气体消耗,若有泄漏现象,用一台小型空压机便可补充。下锤头可设置顶出装置以便于进行精密模锻其参数见表3-4-12。
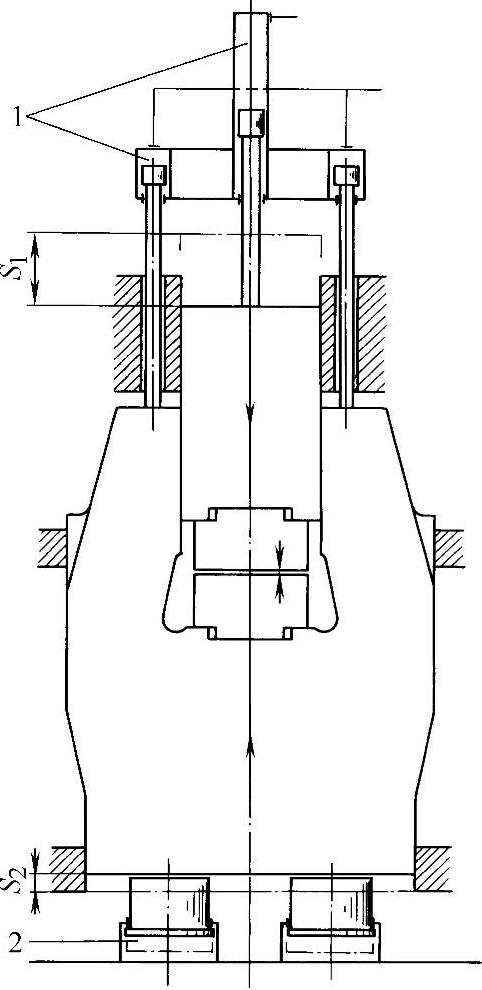
图3-4-15 GH系列对击液压锤工作原理图
1—液压缸 2—气垫 S1—上锤头行程 S2—下锤头行程(https://www.xing528.com)
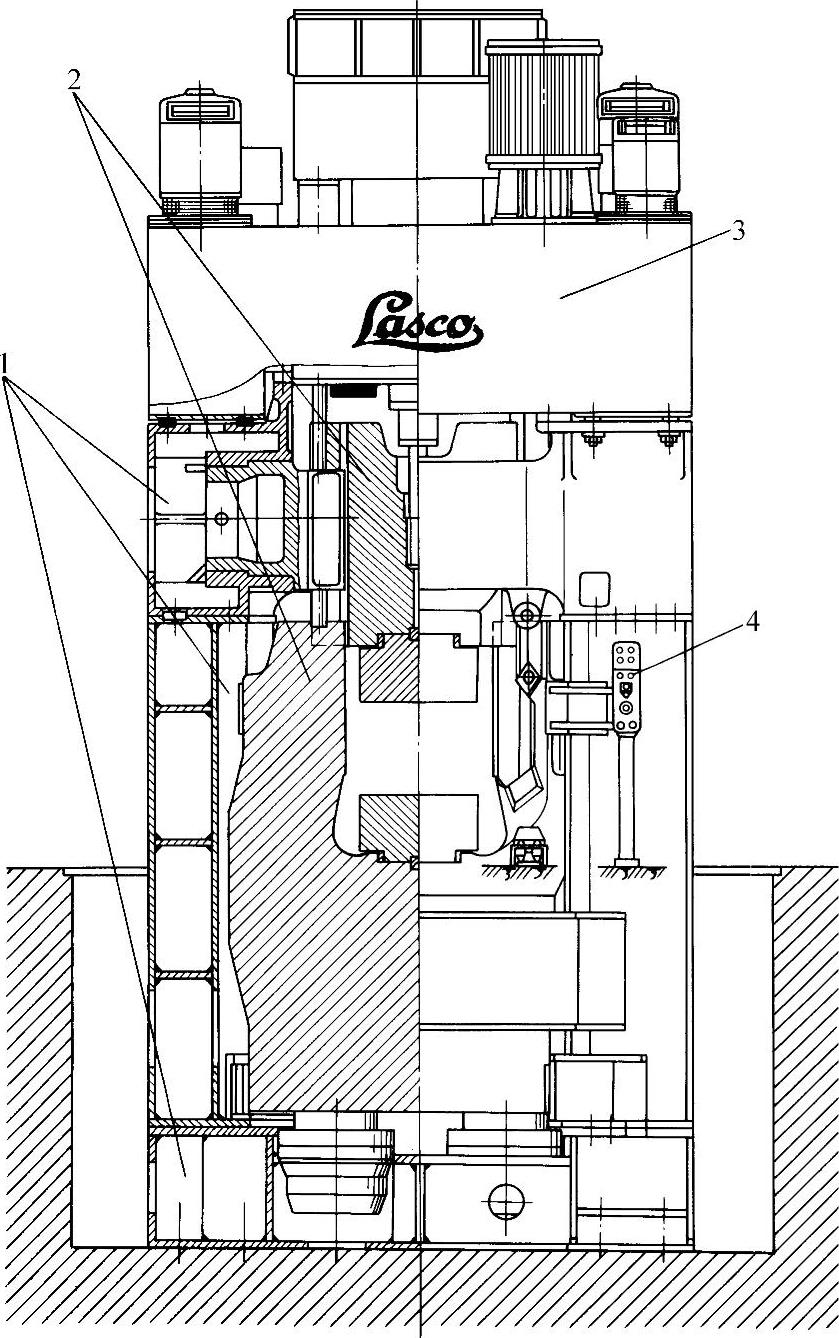
图3-4-16 GH系列对击液压锤结构
1—机架 2—打击系统 3—液压动力头 4—操纵系统
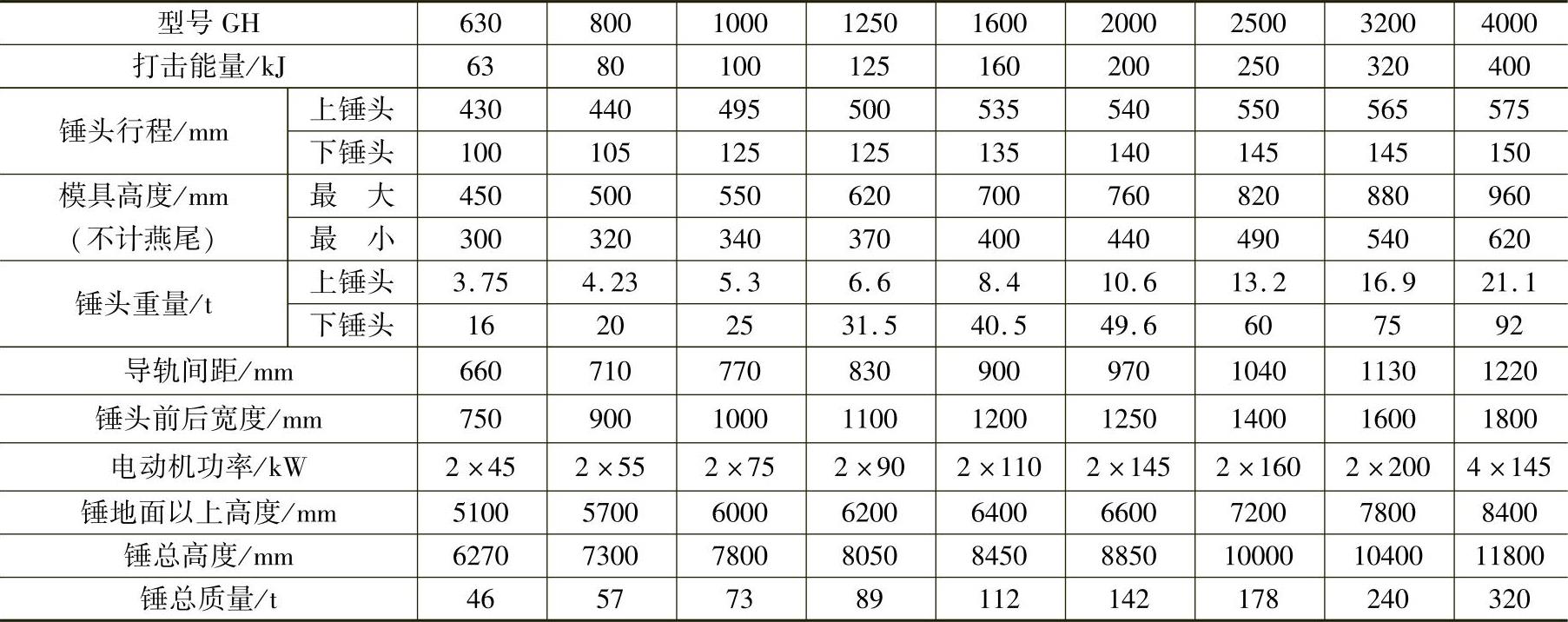
表3-4-12 德国拉斯科公司GH系列对击液压模锻锤参数表
操纵控制系统是采用控制面板和脚踏板联合操作,可实现单打、连打及六次轻重不同的程序控制打击。
此设备因性能优良、控制系统先进,可作为大批量生产线上的主要设备。丹东518厂已引进一台GH3200型对击液压锤,使用情况良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。