




图3-3-9 蒸汽-空气模锻锤
1—砧座 2—模座 3—下模 4—立柱 5—导轨 6—锤杆 7—活塞 8—气缸 9—保险缸 10—滑阀 11—节气阀 12—气缸底板 13—曲杆 14—杠杆 15—锤头 16—踏板
(一)工艺操作特点和工作循环的配置
模锻锤上进行的多模槽模锻是镦粗、拔长等制坯工序与预锻、终锻工序的组合,要求锤头动作灵敏、快速及易于调节打击轻重,因此,蒸汽-空气模锻锤工作循环的配置如图3-3-10所示。除了能进行单次打击和连续打击以外,还用摆动循环代替锤头悬空。所谓摆动循环,就是当放松脚踏板后,锤头在距下模200~500mm高度上方上下往复运动,以便工人操作和翻转锻件。

图3-3-10 蒸汽-空气有砧座模锻锤工作循环示意图
a)摆动循环 b)连续打击 c)单次打击 1—锤头最上位置 2—锤头最下位置
用摆动循环代替锤头悬空主要是为了:
1.防止打击能量不足
自由锻锤长时间悬空是靠滑阀阀芯上、下遮盖面上的小沟槽使气缸上腔排气、下腔补气来实现的。当由悬空转入打击循环时,上腔气压由低变高、下腔气压由高变低,这使得从悬空转入第一次打击的打击能量不能达到最大值。而模锻工艺要求,锻坯在终锻型槽里的第一次打击,打击能量要尽可能地大。在摆动循环中,在锤头向上运动时,气缸上腔先排气后压缩再进气,下腔先进气后膨胀再排气,锤头到达上顶点时,上腔气压很高,下腔气压很低,这与静止的悬空状态恰好相反。如果此时踩下脚踏板,可以得到最大的打击能量,显示出摆动循环特有的优越性。
2.易于调节打击能量
在进行制坯工序时,模锻锤打击能量要迅速和大范围地调节。锻锤的打击能量与锤头所走的行程大小密切相关,采用摆动循环时,锤头在行程上方的位置随时都是变化的,当锤头摆动到较低位置时踩下脚踏板,可以得到较轻的打击,当锤头摆到较高位置踩下脚踏板,可以得到较重的打击。有了摆动循环,就可灵活调节打击能量。
(二)蒸汽-空气模锻锤的工作循环分析
为了满足多模槽模锻的工艺要求,实现上述的工作循环,蒸汽-空气模锻锤采用如图3-3-11所示的操纵机构。模锻锤采用脚踏板操纵。模锻工用手操作锻件,用脚操纵锤头动作,只有10t以上模锻锤因锻件较重,才设司锤工。(https://www.xing528.com)
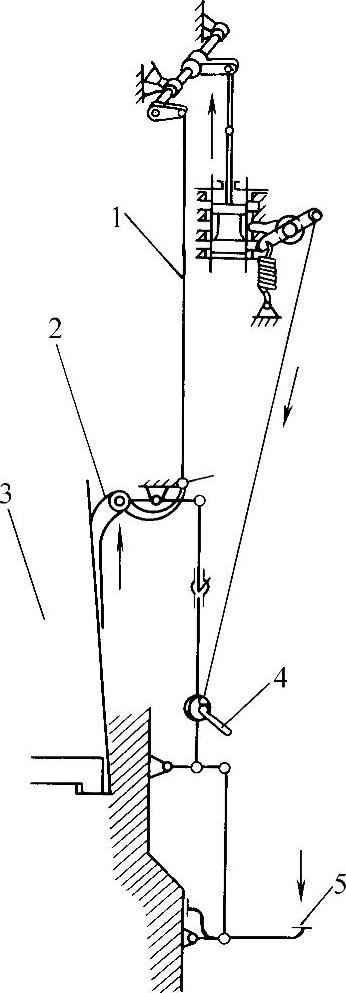
图3-3-11 模锻锤配气操纵机构
1—拉杆 2—曲杆 3—锤头 4—手柄 5—踏板
模锻锤脚踏板可同时带动滑阀和节气阀。当脚踏板踩下时,节气阀全部打开,脚踏板松开时,节气阀关小一半。由于在操纵滑阀控制进气量的同时,还可以改变节气阀开口的大小控制进气压力,即所谓能同时进行数量和质量的双重调节,因而能更加灵活地控制模锻锤的打击轻重。
采用图3-3-11所示的操纵机构,实现图3-3-12所示的滑阀位置图,就能实现摆动、打击等工作循环,打击又分单次打击和连续打击。
1.摆动循环
模锻锤工作前锤头落在下模上,脚踏板处于水平位置,节气阀处于关闭位置,滑阀处于最低位置(图3-3-12a)。开锤时,首先转动节气阀手柄,使节气阀稍微打开,蒸汽经滑阀套下窗口进入气缸下腔,而上腔经滑阀套上窗口排气,锤头提升。由锤头3、曲杆2、拉杆1组成的机械随动机构的联动关系,当锤头向上走全行程Hm时,滑阀上升hm距离,达到图3-3-12b位,此时,气缸上腔经历排气、压缩、提前进气,气缸下腔经历进气、膨胀、提前排气、锤头开始向下运动,与此同时,滑阀在自重、弹簧和机械随动机构作用下也向下移动,当锤头向下走(Hm-Hn)距离时(见图3-3-10),滑阀相应下移(hm-hn),到达图3-3-12c位。这时气缸下腔又进气、上腔排气,锤头又上升。由此可见,由锤头、曲杆2、拉杆1所组成的机械随动机构的作用,滑阀的工作位置为b→c→b→c……就能实现锤头在上面不断摆动的摆动循环。通过调节节气阀开口量的大小可调节摆动行程,开口量大摆动行程则大,反之则小。

图3-3-12 模锻锤滑阀位置图
2.打击
模锻锤的打击是靠踩下脚踏板来实现的。当锤头在最高位置时,滑阀处于图3-3-12b位,此时踩下脚踏板,滑阀又上升h1高度,到达图3-3-12d位,上腔进气、下腔排气,锤头向下运动进行打击。打击时在机械随动机构作用下,滑阀又降到图3-3-12e位,松开脚踏板,滑阀又回到图3-3-12a位,锤头转入向上行程。当锤头接近行程上死点时,再踩下脚踏板,即可进行第二次打击。如此连续进行,就能实现连续打击。若不踩脚踏板,就转入摆动循环,完成单次打击。
由图3-3-12可看出,滑阀上升量h1越大,尽管随动机构能带动滑阀下降hm,但上下窗未被遮住,因而,上腔一直进气、下腔一直排气,可得到最重的打击。可见,模锻锤也可以改变脚踏板的压下量,实现轻重不同的打击,压下量越大,打击能量则越大,反之则越小。
模锻锤除上述动作外,也能实现悬空,以便安装和调整模具。开锤时,转动节气阀手柄使节气阀稍微打开,锤头抬起,待锤头上升到一定高度时将节气阀关小,使进入下腔的气体刚好能支持落下部分的重量,而不能使锤头上升,锤头就保持不动。
模锻锤工作结束后,松开脚踏板,将节气阀转到关闭位置,锤头就慢慢落到下模上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。