



1.试件材料的选择
选用纯度大于99.9%的电解纯铜棒,牌号为T1或T2。
2.试件的结构和尺寸的确定
在锻击镦粗过程中,试件的端面与上、下砧块接触面之间发生严重的外摩擦现象,由于产生阻碍其相对移动的摩擦力作用,导致试件变形后形成两端小、中间大的不均匀变形,这会影响测试计算精度,现设计成如图3-1-8的结构尺寸,两端面只留下宽度为1mm的环面,中间有深度为(0.8±0.1)mm的油池,使上下接触面之间形成良好的液体润滑状态,这能消除圆柱体试件的桶度,实现良好的均匀变形。
试件的高径比h0/d0=1.5,直径d0的选择应使变形程度ε在0.4~0.6(对数变形程度φh=0.511~0.917)范围内,以取得良好的变形效果。若锻锤吨位较大,可同时使用2~3个铜柱试件,锻锤的打击能量为各试件变形能之和。表3-1-1~表3-1-3为空气锤、蒸-空自由锻锤和模锻锤的铜柱试件尺寸,h1为试件锻后的规定高度,铜柱试件在单次重击镦粗后达到此高度,说明此锤的打击能量达到设计要求,可视为合格。
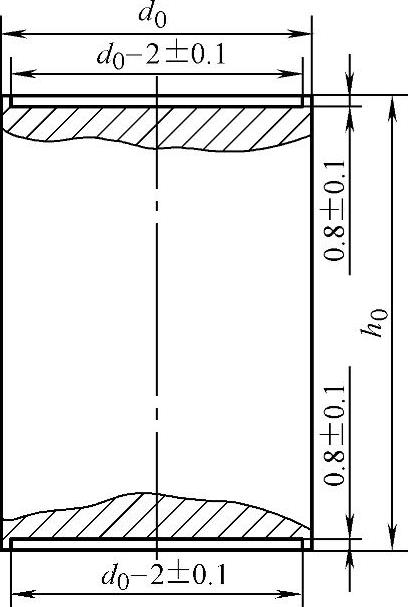
图3-1-8 铜柱试件结构图
表3-1-1 空气锤铜柱试件尺寸
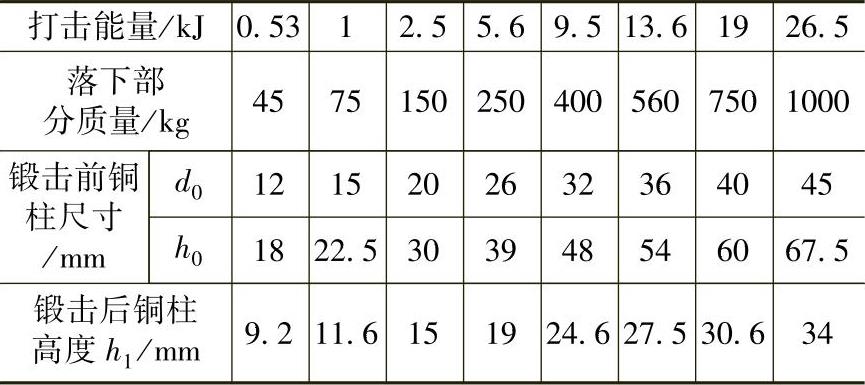
表3-1-2 蒸-空自由锻锤铜柱试件尺寸
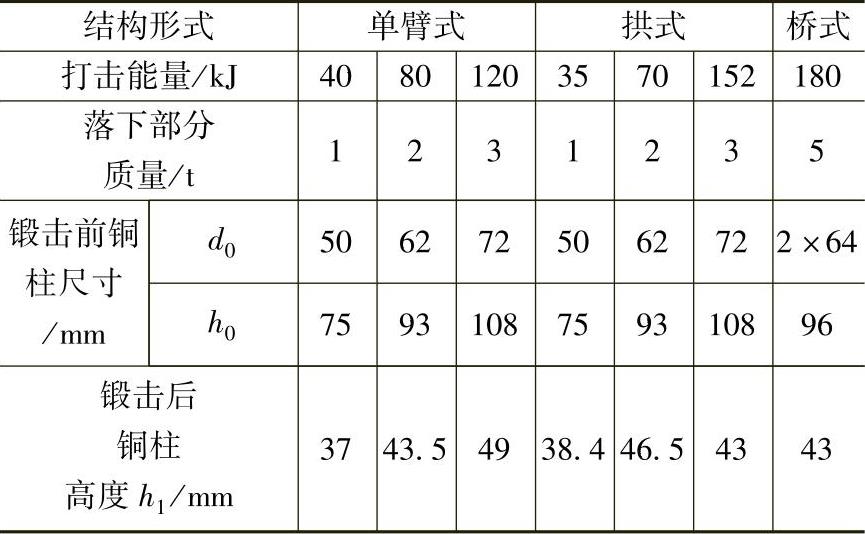 (https://www.xing528.com)
(https://www.xing528.com)
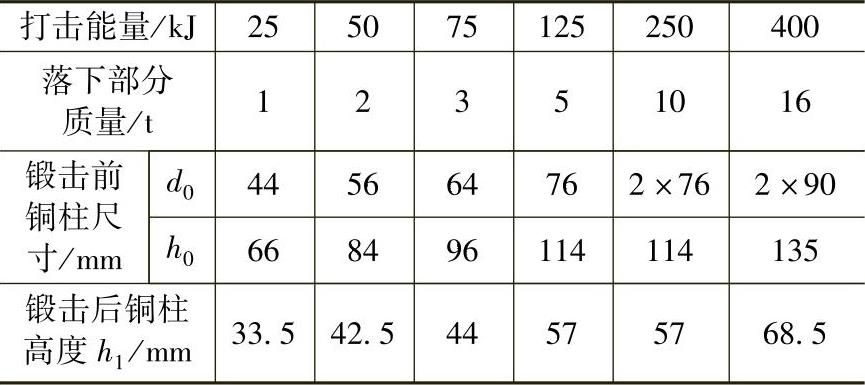
表3-1-3 蒸-空模锻锤铜柱试件尺寸
对击锤和新研制的液压锤可按相同或相近的打击能量在各表中选用试件尺寸,亦可按后述的打击能量计算方法,重新设计试件。
3.试件的热处理
试件尺寸确定后,选定铜棒规格,试件毛坯从棒料上锯下后,在电炉内以500℃炉温退火1h,炉内缓冷,达到软化的目的。
4.试件的加工要求
d0和h0的尺寸公差为H13;表面粗糙度为Ra6.3μm;上下端面的平行度和圆柱面与端面的垂直度公差等级为4级。
5.测试要求
掌握锻锤的操作要领,只允许单次重击,不许连击;上、下砧面必须平整、干净;铜柱试件上、下凹面内必须充满牌号为L-AN68或L-AN100的润滑油;锻锤下砧周围注意防护,以防止锻击时试件飞出,造成人身事故。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。